Bunkering Operations : Bunker Plan, Preparation, Checklist, Sampling, BDN, Letter of Protest etc : Combustion of fuel is quiet essential for power generation on ships irrespective of type of propulsion system i.e. steam ship or motor ship. Large amount of fuel oil consumes daily in power generation for propulsion of ship. So, the storage of sufficient amount of fuel oil is necessary for voyages.
Bunker (Ship’s bunker) is nothing but the Fuel oil, Lube oil and Fresh water for Engine’s and Ship’s use. Bunkering word is used for receiving or transferring fuel oil (HFO & DO), Lube oil and Fresh water into respective tanks for ship’s own consumption. You can call it as oil transfer operation for ship’s consumption. And Tanks used for bunkering is called Bunker tanks.

Note: Oil transferring in cargo tanks in tanker ship is not called bunkering. It’s cargo oil which has to be unloaded. Bunkering (Bunker oil) is directly related with the operation of main engine, auxiliary engine, boiler, incinerator etc.
There are 2 options for bunkering: from floating barge (Bunker barge) at anchorage or at port and from shore at port.
Bunker barge is just like floating petrol pump for refueling ships.
Overall In-charge: Chief Engineer, Duty Engineer (responsible for bunkering): 4th Engineer/3rd Engineer, Assistant: 5th Engineer/Fitter
Chief Engineer is all in all for Bunkering operation. He has responsibilities of Fire prevention, Pollution prevention, Bunker calculation, Records & Information and Safe bunkering operation.
Marpol and bunkering
Bunkering operation comes under MARPOL regulation. It is always performed by following MARPOL regulations, Individual port regulations, Company policies and last but not the least Chief Engineer’s standing orders. Bunkering operation is directly related to MARPOL Annex I and Annex VI.
- When bunkering oil spills, it comes under MARPOL Annex I. (It’s a case of oil pollution)
- When bunkering oil does not meet the certain specifications, it comes under MARPOL Annex VI. (It’s a case of air pollution)
Procurement
Managers or Superintendents monitor the performance of the ship and consumption of fuel. Procurement department of company is responsible for ordering and managing bunkers (fuel oil/lube oil). Ship consumes huge amount of fuel oil and thus it’s important to arrange fuel on time for uninterrupted voyages due to lack of fuel. At ship, fuel consumption is estimated by specific fuel oil consumption (SFOC) just like mileage for your bike.
Amount of bunker depends on the future voyages and stoppages. Chief Engineer calculates the bunker ROB (remaining on-board) on arrival at new port according to daily consumption. For next voyages, required amount of bunker is estimated by daily consumption record and ROB on arrival and it is compared with the bunker tank capacity. Now a requisition is placed by the Chief Engineer and Master of the ship to the procurement department or managers of the company. This requisition is processed and evaluated for the quality and quantity of bunker (fuel oil) to be supplied for the ship. And arrangement for bunkering is scheduled at particular port or near port (at anchorage).
Remember: Requisition for Bunker (Amount of Bunker ordered) = (Total required amount) – (ROB). And total required bunker is nothing but (bunker for voyage + bunker for manoeuvring + bunker for river passage + bunker for port + reserve bunker for at least 3 days). Reserve bunker is also called as Bunker Allowance.
Top bunkering hub for ships are:
- Singapore
- Fujairah
- Rotterdam
- Houston
- Hong Kong
- Antwerp
- Gibraltar
- Panama
Once requisition is made then it’s time for planning for bunkering and this is famously known as Bunker Plan.
Bunker plan
Before bunkering a plan is made and discussed with persons involved in bunkering. This plan is made by Chief Engineer. It includes the process of bunkering, filling sequence of tanks, number of tanks for bunkering, tanks for different oils (HFO, DO & LO), transfer rate (minimum and maximum rate of transferring), topping up procedures, fuel oil overflow tank condition (generally kept empty during bunkering operation) etc. Sometimes bunker plan is approved by shipping company before bunkering.

Now, we can divide the whole bunkering process into 3 stages: Before Bunkering, During Bunkering & After Bunkering. There are checklist for each stages of bunkering for safe operation and named as Before bunkering checklist (Pre-bunkering checklist), During bunkering checklist and After bunkering checklist (Post bunkering checklist) respectively. Bunker checklists are part of ISM Code and company’s safety management system (SMS).
Before bunkering checklist
- It’s a most important stage of bunkering operation. It includes Calculation of ROB, Ordering of bunker (Requisition or Procurement), Bunker plan, Bunkering checklist, SOPEP, Paperwork, Communication and Preparation.
- Soundings of all bunker tanks and overflow tank is taken and calculation of ROB and required bunker for next voyages are done.
- Notice and Warning for bunkering is placed.
- There should be red light or flag for bunkering operation.
- SOPEP items are kept near bunker manifold.
- Portable fire extinguisher is arranged.
- All pipelines and valves are set for bunkering in pre-decided bunker tanks.
- Connections for bunkering at bunker manifold is done.
- Sounding and inspection of bunker supplier’s barge or truck (at shore) is done properly.
- Compatibility and specifications of bunker is checked.
- Pre-bunkering checklist is checked.
- Finally, it’s time to re-fuel ship.
Before Bunkering Checklist (Pre-Bunkering Checklist)
- Condition of weather (ocean wave) noticed
- Ship secured properly to dock
- Matching of supplier’s product with requisition
- Agree quantity to be supplied
- Check valves open
- Day tanks full and supply valves closed
- Proper warning sign-board (No Smoking)
- Ready SOPEP Plan
- Clean bunkering place
- Quantity of bunker oil to be bunkered (supplied)
- Means of communication between bunker supplier and ship
- Responsible person for communication
- Maximum pumping rate and hose pressure agreed
- Portable fire extinguisher in place
- Agree start/stop signals between supplier and ship
- Agree emergency shutdown procedure
- Check supplier’s meter reading
- Check ship’s meter reading
- Bunker valve open
- Unused bunker manifold connections blanked off
- Informed bridge
- Signal for commencement of pumping operation
Note: Checklist items may varies but more or less these are common.
During bunkering
- It’s second stage of bunkering operation. It includes actual bunkering i.e. re-fueling of ship or filling of bunker tanks.
- Keep minimum pumping rate initially to ensure the transfer of oil in correct tanks without any obstruction.
- Once proper transferring is confirmed, increase pumping rate slowly slowly up to maximum.
- Transferring of oil in bunker tanks should be in a sequence as per bunker plan. Fill the tanks one by one to avoid the chances of overflow and error in monitoring.
- Don’t fill the tanks 100%. It is advised to fill up to 90%.
- Take sounding of bunker tanks at regular intervals and observe the increase in level.
- Also check the sounding of Overflow tank and Relief valve regularly.
- Monitor the temperature of bunker tanks and oil by using laser temperature gun.
- Take samples by continuous drip sampling method (It’s a preferred method for sampling).
During bunkering checklist
- Proper sampling and sealing
- Hose connections monitoring
- Changeover of bunker tanks (when required)
- Supplier’s barge or truck secured tightly
- Trim and list of supplier’s barge and ship
Note: These checklist items are common.
After bunkering
- It’s a final stage of bunkering operation. It includes sampling, paperwork, disconnection of bunker supplier’s hose, calculation of received bunker and analysis. It’s like a closing ceremony.
- Don’t shut the openings and valves immediately after completion of bunkering operation. Wait for few minutes for removal of air. Later, shut all valves and openings.
- Check the trim and draft of the ship as well as bunker barge.
- Calculation of received bunker is done according to draft and temperature, if there is shortage of bunker then issue Letter of Protest.
- Sample bottles are filled by sample oil collected in cubitainer. Four sample bottles are required generally but sometimes five also for different purposes like one for lab, one for supplier, one for ship and one for MARPOL.
- After completion of paperwork and bunker calculation, hose connection is removed.
- If any disputes in bunkering regarding quantity or quality, then Letter of Protest is issued by Chief Engineer.
- Oil Record Book is filled.
After Bunkering Checklist (Post Bunkering Checklist)
- Close bunker valve
- Drain bunker manifold connection
- Hose disconnection
- Reading of supplier’s flow meter
- Reading of ship’s flow meter
- Bunker Delivery Note: sign
- Sampling collected
- SOPEP items kept back in SOPEP Locker
- Remove portable fire extinguisher
- Filling of Oil Record Book
- Informed bridge
Now, another important aspect of bunkering is Sampling of Bunker.
Sampling of bunker
There are 3 common types of sample for bunkering operation: Representative sample, Primary sample & Retained sample.
Representative sample is a sample having its physical and chemical characteristics are identical to the average characteristic of the total volume being sampled.
Primary sample is a representative sample of bunker delivered to ship, collected throughout the bunkering period and obtained by the sampling equipment (fitted at bunker manifold).
Retained sample is a representative sample in accordance with regulations of Annex VI (MARPOL 73/78) of the fuel delivered to the ship.
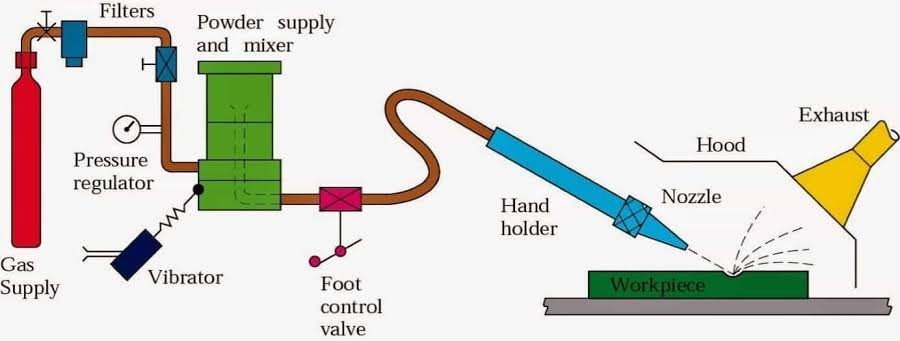
Sampling equipment
Bunker drip sampler (fitted between bunker manifold flange and Supplier hose), Cubitainer (for sample collection), Seal & Mailing box (carton box for sample bottles).
There are 3 methods for taking these samples (Bunker samples) at ship and known as samplers.
- Manual valve setting continuous drip sampler: (Popular and Recommended)
- Time-proportional automatic sampler
- Flow proportional automatic sampler

Sampling equipment should be used in accordance with manufacturer’s instruction or guidelines. There is a Bunker Sample Log book, in which bunker samples are recorded and maintained according to Annex VI MARPOL and MEPC.
Bunker sample log book can be checked by PSC (Port State Control) authorities. All samples should be retained for a minimum of 12 months from delivery date and BDN should be retained for a minimum of 3 years.
Generally, sample is taken by continuous dripping method for correct sample composition. Sample bottles are of 1 litre capacity and if there is tin container then it is of 4 litre capacity. Sample bottle is sealed in front of Chief Engineer or other responsible officer.
Following information is on the seal of sample bottles:
- Place and date of bunker sampling
- Method and position of drawn
- Name of barge and Ship
- Quantity and grade of fuel
- Name of Chief Engineer and Supplier
- Signature
Sample oil is collected in cubitainer by continuous drip sampling method. Then sample oil collected in cubitainer is put into 4 different sampling bottles for different purposes. These sample bottles are for: LAB Analysis, MARPOL Requirement, Ship & Supplier.
Sealing of sample
Sealing of Sample: A tamper proof security seal with unique means of identification should be installed by the supplier’s representative in the presence of the ship’s representative officer. Information about location of bunkering, method of sampling, date of delivery, Name & IMO number of ship, bunker grade, details of seal identification, signatures are on sealing sample.
Sampling position
Sampling position: There is no single perfect location for obtaining a representative sample but the optimal location is at either end of the bunker delivery hose. Sample is collected in a container, famously known as Cubi-tainer, generally of 5 litres capacity and attached to the needle valve for sample. Needle valve is adjusted to give a slow and steady drip. If one cubi-tainer is filled then second cubi-tainer is used. After completion of bunkering, remove and seal the cubi-tainer, fully open the sampler valve and allow the sampler to drain.
Sample storage
Sample Storage: Sample bottles should be stored in a sheltered location, where it will not be elevated temperature and not exposed to direct sunlight. It should be outside of accommodation areas. Generally, it is kept in a locker which is called as Sample Locker.
Now, it’s time to calculate the amount of bunker received and to cross check whether the received amount of bunker matches the requisition or not. For calculation of quantity of bunker, sounding of tanks (bunker tanks) must be taken.
Bunker delivery note (BDN )

- It’s called Bunker delivery note (BDN) or Bunker delivery receipt (BDR).
- It is issued or provided by bunker supplier.
- It’s a standard document required by Annex VI of MARPOL and includes the information of delivered bunker oil.
- It is kept for at least 3 years from bunkering date.
- It includes following information about bunkering: Name of Ship, IMO Number, Port, Date of Bunkering, Address of Supplier, Product (Oil) Specifications, Quantity of Oil in metric tonnes (MT), Sulphur %, Density, Signature etc.
Quantity and quality of fuels (bunkers) are not always satisfactory. Bunker received may not be as per bunker delivery note (BDN) and this is a reason of disputes between bunker supplier and ship. For this disputes, a letter is issued against the supplier and this letter is known as Letter of Protest.
Letter of protest or note of protest
- It is nothing but a letter to the bunker supplier for disputes in bunkering.
- It is issued by ship (Chief Engineer) against bunker supplier and copy of letter is sent to office.
- To issue the LOP, fill the letter completely and state the disputes clearly. Make sure that LOP is signed by both parties (ship & supplier) and give a copy of LOP to supplier also. Send LOP to all relevant parties if needed and attach supporting file also like BDN, Readings of bunker supplier, Readings and calculations of bunker of ship.
Note: Measurement of bunker supplier is weighed more, that’s why don’t overestimate the power of letter of protest.
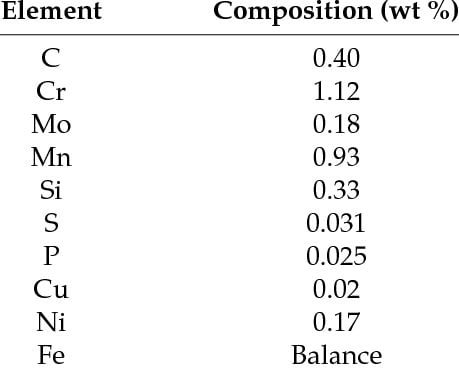
Bunker analysis reports
No doubt, poor quality fuel oil is threat for safety, operational performance and environmental aspects. Bunker analysis report is nothing but the test report of bunker (fuel oil) sample. Quality of fuel oil must be according to engine maker’s recommendations and regulations. This report is useful for long life of engines and pollution due to poor combustion. This report is all about compliance of fuel with ISO 8217 and MARPOL regulation.
Following contents are present in Bunker Analysis Report:
- Density (Specific Gravity): 991 kg/m³
- Viscosity: 12 – 20 cSt
- Water: Less than 2%
- Carbon residue (CCAI = Calculated Carbon Aromaticity Index) : 810 – 880
- Sulphur: As per regulations
- Ash
- Vanadium
- Flash point: 60 ℃
- Pour point: Storage of fuel must be above pour point
- Aluminium & Silicates
ULO (Used Lube Oil): Presence of ULO is avoided as per MARPOL Annex VI - TAN (Total Acid Number)
- Cetane Number
FOBAS (Fuel Oil Bunkering Analysis and Advisory Service): It’s a famous third party or independent bunker oil quality testing service provider. It is a service of Lloyd’s Register.
FOBAS (Fuel Oil Bunkering Analysis and Advisory Service): It’s a famous third party or independent bunker oil quality testing service provider. It is a service of Lloyd’s Register.
Safety
Safety keeps utmost importance always. Bunkering operation is a tedious job and includes various activities. This operation contains the risk of fire, oil pollution, air pollution, loss of money, loss of life & loss of machinery also. That’s why it’s imperative to consider safety for the operation.
General safety arrangement for bunkering
- SOPEP Locker
- Emergency Shut-down arrangements
- Bunker Line overflow arrangements with Overflow Tank, Audible & Visual alarms.
- Relief valve in bunker line
- Trays for oil containment
- Strict watch-keeping during bunkering
SOPEP (Shipboard Oil Pollution Emergency Plan) is a plan for emergency during oil spillage according to MARPOL Annex I. Main objective of this plan is to prevent or minimize the oil pollution. Bunkering operation is a major hazard for oil pollution and thus we need SOPEP plan ready for bunkering. There is a locker for SOPEP items for fighting against oil pollution.
SOPEP Locker has following items as per MARPOL regulations:
Absorbent materials (pads, rolls, granules)BroomsShovelsMopsScoopsWilden pumpCotton ragsBucketContainerDisposable bagsOil Spill Dispersants (OSD)GoggleBootsGlovesOil sealsSandScupper plugsCement for pluggingPiping diagrams
- Absorbent materials (pads, rolls, granules)
- Brooms
- Shovels
- Mops
- Scoops
- Welden pump
- DIspersants
- Cotton rags
- Bucket
- Container
- Disposal bags
- Oil spill dispersants ( OSD )
- Boots
- Gloves
- Oil seals
- Sand
- Scupper plug
- Cements for plugging
- Piping diagram
Fire prevention
- Flash point must not less than 65C.
- Avoid any leakages.
- Avoid naked lights and smoking near bunker manifold and bunker tanks.
- Always keep ready portable fire extinguishers near bunker manifold/tanks.
Safety precautions
- During bunkering operations, when changing over tanks first open valve of the tank to be filled and then close the valve of the full tank. Keep away from tank vent.
- Supplier’s hose should be connected for proper bunker line flanges i.e. HFO hose should be connected with HFO bunker flange only.
- Avoid smoking on deck during bunkering operation.
- Bunker oil is toxic and may cause skin problems. That’s why use proper PPE (Personal Protective Equipment).
Bad bunker
Bad bunker means quality of bunker oil (fuel oil) is bad due to mixing of two bunkers having different specifications or sludge contamination or poor quality fuel. Combustion of fuel is most important factor of power generation and problems in engines and machineries. And quality of fuel (quality of bunker) plays unavoidable role in combustion process.
Effects of bad bunker
- Excessive sludge formation in bunker tanks
- Frequent choking of fuel oil filter
- Causes problems in purifier
- Wears of fuel pump and liner
- Too much carbon deposits in piston rings
- Choking of turbine nozzle and damage of blades in turbocharger
- High carbon deposits in exhaust gas boiler
Important points to avoid bad bunker
- Always prefer standard bunker supplier for supplying good quality of fuel.
- Bunker specifications must be according to engine maker’s recommendations.
- Avoid mixing of new bunker with older, if possible.
- Sampling should be done properly for correct lab analysis report.
- If possible, use new bunker after getting the lab analysis report.
Tips for using bad bunker: (If it’s necessary or no option)
- For using bad bunker, we have to focus on purification as much as possible. Add sludge dispersion chemicals in bunker tanks to minimize the sludge in fuel oil line.
- Heating is very important for separation of water and other unwanted impurities. Heat upto maximum recommended limit.
- Purification should be done in 2 stages in series operation: Purifier & Clarifier.
- Fuel oil filter should be cleaned properly and frequently.
- Good watchkeeping should be performed
Bunker fraud
Bunkering is a costly operation as fuel price is high in market and cheating in delivery of fuel (bunker) is common (more in Asian countries) . A small difference in temperature, sounding and density can create a huge difference in quantity of bunker and thus in cost. There are some common malpractices which are done by bunker suppliers:
- Incorrect interpretation of density, weight and volume of supplied bunker
- Temperature difference
- Cappuccino (Coca-cola) effect
- High water content
- Fault in flow-meter
- Wrong sounding
- Faults in gauging equipment (Sounding Tape)
- Incorrect ROB (Remaining on-board) bunker