
In this article you will learn about Abrasive Jet Machining, including the working principle, parts, working, applications, advantages and disadvantages.
Abrasive Jet Machining
Abrasive Jet Machining is a non traditional method of removing materials by using a focused stream of abrasive grains of Al2O3 or SiC carried by high-pressure gas or air at a high velocity is made to impinge on the work surface through a nozzle of 0.3- to 0.5-mm diameter.
In other words, Abrasive jet machining is the process of impinging a high-speed stream of abrasive particles onto a work surface via a nozzle with high-pressure gas or air, and metal removal occurs due to erosion caused by high-speed abrasive particles.
The impact of the particles generates a concentrated force sufficient to perform operations such as cutting; the material is removed by the erosion of work material with abrasive grits at a speed of 150-300m/s. Abrasive grits are applied in a high-velocity gas stream.
Working Principle of Abrasive Jet Machining
The working principle of abrasive jet machining is the use of a high-speed stream of abrasive particles carried by a high-pressure gas or air on the work surface via a nozzle.

The metal is removed due to erosion caused by abrasive particles impacting the work surface at high speeds. With each impact, small bits of material are loosened, exposing a new surface to the jet.
This process is mainly employed for such machining works which are otherwise difficult, such as thin sections of hard metals and alloys, cutting of material which is sensitive of heat damage, producing intricate holes, deburring, etching, polishing etc.
Abrasive Jet Machining Parts
1. Gas Supply
In the machining system, a gas (nitrogen, CO2, or air) is supplied under a pressure of 2 to 8 kg/cm2 . Oxygen should never be used because it causes a violent chemical reaction with workpiece chips or abrasives. This abrasive and gas mixture is ejected at a high velocity of 150 to 300 m/min from a small nozzle mounted on a fixture.
2. Filter
The filter cleans the fuel supply so that dirt and other impurities do not impede the process’s progress.
3. Pressure Gauge
The pressure gauge is used to control the compressed air pressure used in abrasive jet machining. as the pressure determines the depth of cut and the amount of force required to cut
4. Mixing Chamber
Abrasive powder is fed into the mixing chamber, and the amount of abrasives can be controlled using a vibrator. So that the abrasives and gases are thoroughly mixed in the mixing chamber.
5. Nozzle
The nozzle is used to increase the velocity of the fine abrasive jet slurry at the expense of pressure, because we know that lowering the pressure causes the velocity to increase. The jet’s velocity will be between 100 and 300 meters per second.
The nozzle can be adjusted to achieve the desired angular cutting and the material can be removed by impact erosion.
Because of the high wear, the nozzle is usually made of tungsten carbide. The nozzle’s diameter is approximately 0.2-0.8mm.
The nozzle’s material should be corrosion resistant. The nozzle has a circular or rectangular cross-section, and the head can be straight or at a right angle.
6. Abrasives
In abrasive jet machining, silicon carbide and aluminum oxide glass beads are used as abrasives. The abrasives’ shapes can be regular or irregular. The abrasives range in size from 10 to 50 microns. The mass flow rate of the abrasives is between 2 and 20 grams per minute.
The choice of abrasives is determined by the MRR, the type of work material, and the level of machining accuracy required.
Aluminum oxide (Al2O3) size 12, 20, 50 microns is good for cleaning, cutting, and deburring; Dolomite size 200 mesh is used for Etching and polishing.
Sodium bicarbonate has a particle size of 27 microns and is used for cleaning, deburring, and cutting soft materials.
7. Workpiece
The metal removal rate is determined by the nozzle diameter, the composition of the abrasive gas mixture, the hardness of the abrasive particles and the hardness of the work material, particle size, jet velocity, and the distance of the workpiece from the jet. In cutting glass, a typical material removal rate for abrasive jet machining is 16 mm/min.
8. Regulator
The regulator is used for controlling the flow of compressed air flowing through the pipe.
Working of Abrasive Jet Machining
In the machining system shown in Fig, a gas (nitrogen, CO2, or air)
is supplied under a pressure of 2 to 8 kg/cm2 . Oxygen should never be used
because it causes a violent chemical reaction with workpiece chips or
abrasives. After filtration and regulation, the gas is passed through a mixing chamber that contains abrasive particles and vibrates at 50 Hz.
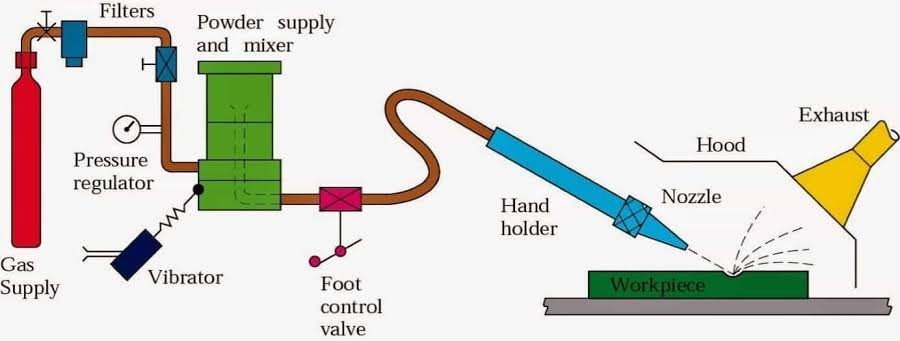
From the mixing chamber, the gas, along with the entrained abrasive particles (10–40 µm), passes through a 0.45 mm diameter tungsten carbide nozzle at a speed of 150 to 300 m/s. Aluminum oxide (Al2O3) and silicon
carbide powders are used for heavy cleaning, cutting, and deburring.
Magnesium carbonate is recommended for use in light cleaning and etching, while sodium bicarbonate is used for fine cleaning and the cut- ting of soft materials. Commercial-grade powders are not suitable because their sizes are not well classified. They may contain silica dust, which can be a health hazard.
It is not practical to reuse the abrasive powder because contaminations and worn grit will cause a decline of the machining rate. The abrasive powder feed rate is controlled by the amplitude of vibrations in the mixing chamber. The nozzle standoff distance is 0.81 mm. The relative motion between the workpiece and the nozzle is manually or automatically controlled using cam drives, pantographs, tracer mechanisms, or using computer control according to the cut geometry required.
Masks of copper, glass, or rubber may be used to concentrate the jet stream of abrasive particles to a confined location on the workpiece. Intricate and precise shapes can be produced by using masks with corresponding contours. Dust removal equipment is incorporated
to protect the environment.
Applications of Abrasive Jet Machining
Lets discuss what is use of abrasive jet machining :
1. Drilling holes, cutting slots, cleaning hard surfaces, deburring, and polishing
2. Deburring of cross holes, slots, and threads in small precision parts that require a burr-free finish, such as hydraulic valves, aircraft fuel systems, and medical appliances.
3. Machining intricate shapes or holes in sensitive, brittle, thin, or difficult-to-machine materials
4. Insulation stripping and wire cleaning without affecting the conductor
5. Micro-deburring of hypodermic needles
6. Frosting glass and trimming of circuit boards, hybrid circuit resistors,
capacitors, silicon, and gallium.
7. Removal of films and delicate cleaning of irregular surfaces because
the abrasive stream is able to follow contours
8. It is used for abrading and frosting glass, ceramics, and refractories and is less expensive than etching or grinding.
9. Cleaning of metal layering, such as resistive coating.
10. Small casting deflashing and parting line trimming on injection molded parts and forgings
11. It is used to engrave registration numbers on toughened glass used in automobile windows.
12. Used to clean metallic molds and cavities.
13. Cleaning surfaces of corrosion, paints, glues, and other contaminants.
Advantages and Disadvantages of Abrasive Jet Machining
Advantages
- Because AJM is a cool machining process, it is best suited for machining brittle and heat-sensitive materials like glass, quartz, sapphire, and ceramics.
- The process is used for machining super alloys and refractory materials.
- It is not reactive with any workpiece material.
- No tool changes are required.
- Intricate parts of sharp corners can be machined.
- The machined materials do not experience hardening.
- No initial hole is required for starting the operation as required by
wire EDM. - Material utilization is high.
- It can machine thin materials.
- A high surface finish can be obtained through this process.
Disadvantages
1. The removal rate is slow.
2. Stray cutting can’t be avoided (low accuracy of ±0.1 mm).
3. The tapering effect may occur especially when drilling in metals.
4. The abrasive may get impeded in the work surface.
5. Suitable dust-collecting systems should be provided.
6. Soft materials can’t be machined by the process.
7. Silica dust may be a health hazard.
8. Ordinary shop air should be filtered to remove moisture and oil.
9. Process capacity is less due to a low material removal rate.
10. While machining soft materials, abrasive becomes embedded, reducing the surface finish.
11. The tapering of the hole caused by the unavoidable variation of an abrasive jet disturbs cutting accuracy.
12. Because of stray cutting, accuracy is poor.
13. Because a dust collection system is a basic requirement for preventing atmospheric pollution and health hazards, the additional cost will be present.
14. The nozzle’s life is limited (300 hours).
15. Because the sharp edges of abrasive powders wear down and smaller particles can clog the nozzle, they cannot be reused.
16. A short standoff distance can cause nozzle damage.
17. Because of the flaring effect of the abrasive jet, the process accuracy is poor.
18. A taper will be present in deep holes.
19. AJM The process is harmful to the environment and causes pollution.
20. Abrasive particles in the air can create a hazardous environment.
Effect of Grain Size And Flow Rate of Abrasives on Material Removal Rate
At a given pressure, MRR increases with increasing abrasive flow rate and is determined by abrasive particle size.
However, after reaching the optimum value, MRR decreases as the abrasive flow rate is increased further.
This is because the mass flow rate of the gas decreases as the abrasive flow rate increases, and thus the mixing ratio increases, resulting in a decrease in material removal rate due to a decrease in available energy for erosion.
Effect of Exit Gas Velocity And Abrasive Particle Density:
The velocity of the carrier gas that transports the abrasive particles varies significantly with the density of the abrasive particles.
When the internal gas pressure is near twice the pressure at the exit of the nozzle and the abrasive particle density is zero, the exit velocity of gas can be increased to critical velocity.
Exit velocity will decrease for the same pressure condition if the density of abrasive particles is gradually increased.
It is because the kinetic energy of the gas is used to move the abrasive particles.
Effect of Mixing Ratio on Material Removal Rate:
As the abrasive’s mass flow rate increases, its velocity decreases, reducing the available energy for erosion and, ultimately, the material removal rate.
Effects of Nozzle Pressure on MRR
The abrasive flow rate can be increased by increasing the carrier gas flow rate. As the internal gas pressure rises, so does the abrasive mass flow rate, and thus the MRR.
The rate of material removal increases as the gas pressure rises. The kinetic energy of the abrasive particles is responsible for material removal during the erosion process.
Why are abrasive particles not reused in Abrasive jet machining?
Fine abrasive particles entrained in a gas stream are permitted to impact the work surface at high velocity (100–300m/s) to gradually degrade material in the abrasive jet machining (AJM) process. Impact erosion is the mechanism for material removal. The carrier gas transports eroded material in the form of solid small particles and utilized abrasive grits away from the machining zone. Because of the following two reasons, reusing these abrasive particles is not suggested.
- Wear debris contaminates abrasives (removed work material).
- Abrasives lose their sharp edges, reducing their cutting effectiveness.
Frequently Asked Questions
What is use of abrasive jet machining?
Common applications include cutting heat-sensitive, brittle, thin, or hard materials. It is specifically used to cut intricate shapes or form specific edge shapes.
Which gas is used in abrasive jet machining?
Abrasive jet machining creates a jet by mixing gas with abrasive particles. The gas used is known as carrier gas. Air, carbon dioxide, and nitrogen are three of the most commonly used carrier gases. Oxygen is never used as a carrier gas because it can oxidize the work piece’s surface.
AJM can be used for
Abrasive jet Machining process can be used for can be used for deburring, cutting, cleaning and for many other heavy duty applications.
In abrasive jet machining process the abrasive particles should be
In AJM, generally, the abrasive particles of around 50 μm grit size would impinge on the work material at a velocity of 200 m/s from a nozzle of I.D. of 0.5 mm with a stand-off distance of around 2 mm.
How is the material removed in Abrasive jet machining?
In abrasive jet machining, a focused stream of abrasive particles is impinged on the work surface through a nozzle and work material is removed by erosion by high velocity abrasive particles carried by high pressure air or gas. Because the carrier gas acts as a coolant, the cutting process is cool. The high-velocity abrasive stream is created by transferring the pressure energy of the carrier gas or air to its kinetic energy, resulting in a high-velocity jet.
Abrasive Jet Machining MCQ
Q. In Abrasive jet machining, work piece material of removed by which of the following means?
a) Vaporization
b) Electro plating
c) Mechanical abrasion
d) Corrosion
Answer: c
Explanation: Abrasive particles hit the surface with high pressure and high velocities, which removes the material.
Q. Metal removal rate in Abrasive jet machining increases with
a) Increase in standoff distance but decreases beyond a certain limit
b) Decrease in abrasive flow rate
c) Decrease in grain size in grain size of abrasives
d) None of the mentioned
Answer: a
Explanation: MRR is directly proportional to standoff distance up to certain limit. After certain limit, kinetic energy of abrasives starts decreasing.
Q. Which type of materials can be machined using Abrasive jet machining?
a) Glass
b) Ceramics
c) Hard materials
d) All of the mentioned
Answer: d
Explanation: Materials like ceramics, glass, hard and super hard materials can be machined using Abrasive jet machining.
Hope you liked this article covering all the aspects of Abrasive Jet Machining covering its working principle, advantages, disadvantages and its application.
If you liked the article, please share it with your friends and give your feedback in the comment section.
Check Out Other Important Topics
Water Jet Machining – Working Principle, Applications, Advantages
What is Process Planning | Process Planning Steps, Types, Advantages
What is Cold Working – Methods & Working Processes
What is Hot Working ? Methods & Processes
Ultrasonic Machining Process – Parts Working Principle, Advantages
Forging Operations – Types, Methods, Advantages, MCQs
Steel Making Process – Complete Overview with Flowchart
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |