
What is Water Jet Machining?
Water Jet Machining (WJM), also known as water jet cutting, is a non-traditional machining process that uses a high-velocity jet of water to remove materials from the workpiece’s surface.
Water jets are used in this process, which acts as a device in the form of a water saw. The water is rapidly raised and focused on the target workpiece in this process.
It is capable of using abrasive particles mixed in water jet materials and some metals at high velocity and pressure. Some processes use no abrasive at all, and these are known as pure water jet machining processes.
This machining process uses water pressure ranging from 200 MPa to 400 MPa. The pressure varies depending on the workpiece from which the material is to be extracted. This process is similar to the natural phenomenon of water erosion.
It is primarily used to remove materials from non-metallic and soft workpieces such as plastics, rubber, and glass. In this process, a high-velocity water jet is used to remove materials from the workpiece. The basic principles of this process are that the water jet’s kinetic energy must be converted into pressure energy in order for it to remove the material from the workpiece.
When a water jet collides with a workpiece with kinetic energy, the kinetic energy is converted into pressure energy. This pressurized energy will cause stress on the workpiece, and as a result, the tension material will begin to move away from the workpiece.
Working Principle of Water Jet Machining
Working principle of water jet machining is based on water erosion. The material is expelled when a high-velocity jet of water strikes the surface. Soft materials are machined using pure water jets. To cut hard materials, however, some abrasive particles are mixed with water for machining, which is known as AWJM (Abrasive Water Jet Machining).
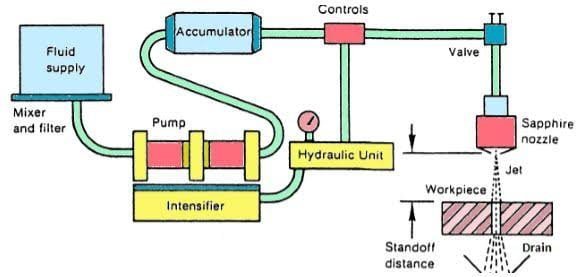
Parts of Water Jet Machining
The key element in water jet machining (WJM) is a water jet,

1. Reservoir
A water reservoir is used for storing water that will be used during the machining process. The reservoir is generally located somewhat above the entire setup.
This is done to ensure a continuous and uninterrupted flow of water.
2. Hydraulic pump
The hydraulic pump is powered from a 30- kilowatt (kW) electric motor and supplies oil at pressures as high as 117 bars in order to drive a reciprocating plunger pump termed an intensifier. The hydraulic pump offers complete flexibility for water jet cutting and cleaning applications. It also supports single or multiple cutting stations for increased machining productivity.
3. Hydraulic intensifier
The intensifier accepts the water at low pressure (typically 4 bar) and expels it, through an accumulator, at higher pressures upto 3000 to 4000 bar. The intensifier converts the energy from the low-pressure hydraulic fluid into ultrahigh-pressure water. The hydraulic system provides fluid power to a reciprocating piston in the intensifier center section.
4. Accumulator
The accumulator maintains the continuous flow of the high-pressure water and eliminates pressure fluctuations. It relies on the compressibility of water (12 percent at 3800 bar) in order to maintain a uniform discharge pressure and water jet velocity, when the intensifier piston changes its direction.
5. High pressure tubing
High-pressure tubing transports pressurized water to the cutting head. Typical tube diameters are 6 to 14 mm. The equipment allows for flexible movement of the cutting head. The cutting action is controlled either manually or through a remote-control valve specially designed for this purpose.
6. Nozzle
In water jet machining, it is a device that converts the pressure energy of water into kinetic energy. The nozzle in this case converts the pressure of the water jet into a high-velocity beam of water jet. To prevent erosion, the nozzle tip is made of ruby or diamond.
7. Control valve
This control valve regulates both the pressure and the flow of water and directs it to the flow regulator. The pressure energies will be converted into kinetic energy at this point.
8. Flow regulator
A flow regulator regulates the flow of water coming from the control valve. After adjusting the flow regulator, the water will pass through the nozzle, converting the high pressure of the water into high-velocity water.
9. Catcher
The catcher acts as a reservoir for collecting the machining debris entrained in the water jet. Moreover, it reduces the noise levels (105 decibels (dB)) associated with the reduction in the velocity of the water jet from Mach 3 to subsonic levels.
Working of Water Jet Machining
First, a pump is used to transfer water at a high rate. The water enters the intensifier at a low pressure and is transferred to the accumulator at a high pressure of about 3800 bar. The accumulator is a device that temporarily stores high-pressure water.

The accumulator‘s high-pressure water is transferred to a control valve, which controls the direction of the water. The control valve converts water pressure energy to kinetic energy, converting high-pressure water to high-velocity water, which is then sent to the flow regulator.
The flow regulator regulates the flow rate of the water and directs it to the nozzle. The kinetic energy of the water increases significantly in the nozzle, and the nozzle produces high-velocity water.
The water then exits the hole and is directed toward the workpiece. When the water jet reaches the workpiece, the kinetic energy is converted back to pressure energy, and the workpiece is under full pressure.
This pressure from the water jet will cause some fractures on the part of the workpiece where the water jet bike is located, as well as some cracks in the surface of the workpiece, and as the water jet continues to strike the surface of the workpiece for an extended period of time. The crack will deepen, and the material will be removed from the workpiece.
The extracted material is carried away by water. After the material is removed, the water that cuts the material is collected for later use. Parts of the chips cut using this process will be present in the material in this water. This water will be sent for further purification, or it can be reassembled through the entire jet machining process.
Advantages and Disadvantage of Water Jet Machining
Advantages
- It has multidirectional cutting capacity.
- No heat is produced.
- Cuts can be started at any location without the need for predrilled holes.
- Wetting of the workpiece material is minimal.
- There is no deflection to the rest of the workpiece.
- The burr produced is minimal.
- The tool does not wear and, therefore, does not need sharpening.
- The process is environmentally safe.
- Hazardous airborne dust contamination and waste disposal problems that are common when using other cleaning methods are eliminated.
- There is multiple head processing. Simple fixturing eliminates costly and complicated tooling, which
reduces turnaround time and lowers the cost. - Grinding and polishing are eliminated, reducing secondary operation
costs. - The narrow kerf allows tight nesting when multiple parts are cut from
a single blank. - It is ideal for roughing out material for near net shape.
- It is ideal for laser reflective materials such as copper and aluminum.
- It allows for more accurate cutting of soft material.
- It cuts through very thick material such as 383 mm in titanium and 307 mm in Inconel.
Disadvantages / Limitations
- It is not suitable for mass production because of high maintenance requirements.
- Initial cost is very high.
- Very thick materials can’t be machined by this process.
- It is used for cutting softer materials, but AWJM CAN cut harder material for limited thickness.
Applications of Water Jet Machining
WJM is used on metals, paper, cloth, leather, rubber, plastics, food, and
ceramics. It is a versatile and cost-effective cutting process that can be used as an alternative to traditional machining methods. It completely eliminates heat-affected zones, toxic fumes, recast layers, work hardening, and thermal stresses.
It is the most flexible and effective cleaning solution available for a variety of industrial needs. In general the cut surface has a sandblast appearance. Moreover, harder materials exhibit a better edge finish. Typical surface finishes ranges from 1.6 µm root mean square (RMS) to very coarse depending on the application.
Tolerances are in the range of ±25 µm on thin material. Both the produced surface roughness and tolerance depend on the machining speed.
Applications of WJM are :-
- Water jet machining is used to cut, shape, and streamline operations in a variety of industries, including mining, automotive, and aerospace.
- Rubber, textiles, plastics, foam, leather, composites, tiles, stone glasses, food, metal/paper, and other materials are commonly mechanized by water jets (WJM or AWJM).
- WJM is typically used to cut soft and easily machined materials such as thin sheets and foil, wood, nonferrous metal alloys, textiles, honeycomb, plastics, polymers, leather pieces, frozen, and so on.
- AWJM is frequently used to machine materials that are difficult to machine. It is used to machine thick plates made of steel, aluminum, and other commercial materials, reinforced plastics, metal matrix and ceramic matrix composites, layered composites, stone, glass, and so on.
- Aside from the machining process, high-pressure water jets are used to remove residual stresses in paint removal, surgery, cleaning, peeing, and other applications. Drilling, pocket milling, turning, and reaming can also be done with AWJM.
Some Questions Related to Water Jet Machining
What products are made by water jet cutting?
Waterjet cutting allows businesses to create a wide range of parts and products. Interlocking hardware (bolts, gears, etc. ), automotive parts, electrical components, big assembly line items, and design prototypes are just a few of the products they manufacture with water jet cutting. Waterjet cutting can also be used by artists to make geometrically accurate and/or intricate artworks.
Is water jet cutting sustainable?
Waterjet cutting is an environmentally favourable process by nature. Waterjet cutting, unlike traditional mechanical cutting systems, does not require cooling or lubricating oils. This eliminates the need to dispose of chemically affected chips. Waterjet, unlike thermal techniques like plasma or laser, produces no harmful fumes during the cutting process.
The garnet abrasive is non-toxic and inert, and because very little metal is removed during the cutting process, very little actual metal is wasted. This keeps the environmental impact quite minimal.
How precise is a waterjet cutter?
Flow waterjets may produce products with extremely tight tolerances; some systems can achieve tolerances as low as 0.001″. (0.025 mm). Part tolerances for water jet machining typically range from 0.003″ to 0.005″ of an inch. For materials thicker than 1 inch, the machines will create parts with tolerances ranging from 0.005 to 0.100 inch (0.12 to 2.5 mm).
Because of variances in technology, such as control, and machine structure, tolerances vary widely by manufacturer.
How much pressure does a water jet cutter have?
Waterjet cutting pressures typically range from 50,000 to 60,000 PSI. Many newer systems are pressured to 90,000 pounds per square inch. The water is then discharged through a small orifice machined into a diamond or saphire, which is normally between 5 and 15 thousandths of an inch in diameter. The water stream that results is supersonic, meaning it travels faster than the speed of sound. Fortunately, the flow rate is relatively low, at roughly 1/2 gallon per minute.
What are some safety issues regarding water jet cutting?
The water jet penetrating the skin, getting hit by flying debris, and being exposed to noise are all common hazards and concerns associated with water jet machining. Working in confined areas, fall hazards, respiratory and eye dangers, electric shock, and potential exposure to dangerous substances are all risks linked with high-pressure water jetting.
Multiple Choice Questions on Water Jet Machining
Q. What is the key element of water jet machining for material removal?
a) Tool Holder
b) Work piece
c) Water jet
d) Power source
Answer: c
Explanation: Water jet is the one, which is used to cut the work piece and to remove material.
Q. Which of the following is not a part of machining system of Water jet machining?
a) Transducer
b) Accumulator
c) Jet cutting nozzle
d) Hydraulic pump
Answer: a
Explanation: Transducer is not a part of Water jet machining and other components come under WJM.
Q. What is the velocity of the water jet stream in water jet machining?
a) 100 m/sec
b) 300 m/sec
c) 700 m/sec
d) 900 m/sec
Answer: d
Explanation: Velocity of water jet stream that is used in Water jet machining is about 900 m/sec.
Q. Which type of materials cannot be machined using Abrasive jet machining?
a) Soft materials
b) Hard materials
c) Difficult to machine materials
d) None of the mentioned
Answer: a
Explanation: Soft materials such as candy bars, thin softwood etc.., cannot be machined using AJM.
Frequently Asked Questions
Water jet machining is also called as
Water Jet Machining (WJM) also called water jet cutting. It is defined as, a non-traditional machining process in which high-velocity jet of water is used to remove materials from the surface of the workpiece. WJM can be used to cut softer materials like plastic, rubber or wood.
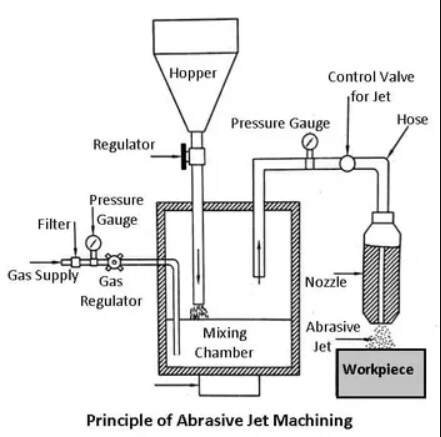
How is the material removed abrasive Jet Machining
In abrasive jet machining, a focused stream of abrasive particles, carried by high pressure air or gas is made to impinge on the work surface through a nozzle and work material is removed by erosion by high velocity abrasive particles.
Where is water jet machining applicable
WJM process has been applied successfully for different machining operations such as cutting, drilling, deburring and wire stripping, etc. It has also been applied in the field of surface engineering such as surface treatment, cleaning, texturing and finishing, etc.
What industries use waterjet cutters?
Job Shops
Education
Aerospace
Food Processing Equipment
Testing
Metal Service Center
Who invented water jet cutting?
Dr. Norman Franz
Check Out Other Important Topics
What is Process Planning | Process Planning Steps, Types, Advantages
What is Cold Working – Methods & Working Processes
What is Hot Working ? Methods & Processes
Ultrasonic Machining Process – Parts Working Principle, Advantages
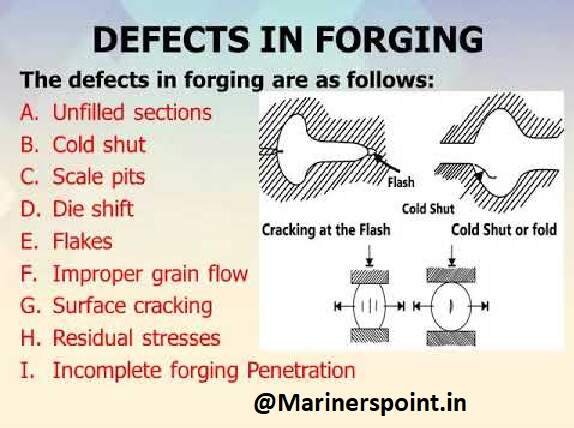
Forging Operations – Types, Methods, Advantages, MCQs
What is Drop Hammer Forging Process ?
Steel Making Process – Complete Overview with Flowchart
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |
[…] Water Jet Machining – Working Principle, Applications, Advantages […]
[…] Water Jet Machining – Working Principle, Applications, Advantages […]
It’s nice that you pointed out how water jet cutting could let cuts be started at any location without the need for predrilled holes. I was reading a book about industrial processes the other day and I learned a bit about water jet cutting. It looks like a flexible kind of process that could be used on a lot of materials, like copper cutting.