
A lobe pump or rotary lobe pump is a type of positive displacement pump which displaces liquids from suction to discharge side by passing it across casing of the pump and two lobes ( may be more than 2 ) which are designed to meet rather than touch each turn each other.
Lobe pumps are similar to external gear pump in operations but only difference is, this pump uses lobes to displace liquid. Unlike the external gear pump , the lobes do not make contact. Lobe contact is prevented by external timing gears located in the gearbox, and since the bearings are out of the pumped liquid, pressure is limited by bearing locations and shaft deflections.
Lobes are fixed on rotor. Each rotor is located on its own shafts. The rotations is in opposite directions.
These pumps are available with single, bi-wing, tri-lobe (shown), and multi-lobe lobes. Rotary lobe pumps are non-contact and have large pumping chambers, allowing them to handle solids like cherries and olives without causing damage. They can also handle slurries, pastes, and a wide range of other liquids.
If wetted, They provide self-priming performance. A gentle pumping action reduces product degradation. They also have reversible flows and can run dry for long periods of time. Because flow is relatively independent of changes in process pressure, output is constant and continuous.
Must Read :- Centrifugal pump
Lobe Pump Working
The Working of Lobe Pump is,
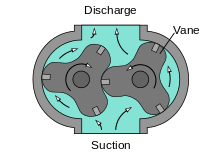
When the pump start, lobes started rotating without touching. At the inlet side of the pump, lobes come out of the mesh. Due to meshing, it create an expanding volume on the suction side. Liquid flows into the cavity and is trapped by the lobes as they rotate.

Liquid travel around the interior of the casing in the pocket between the lobes and casing does not pass between the lobes. Finally, the meshing of lobes forces liquid through the outlet port under pressure.

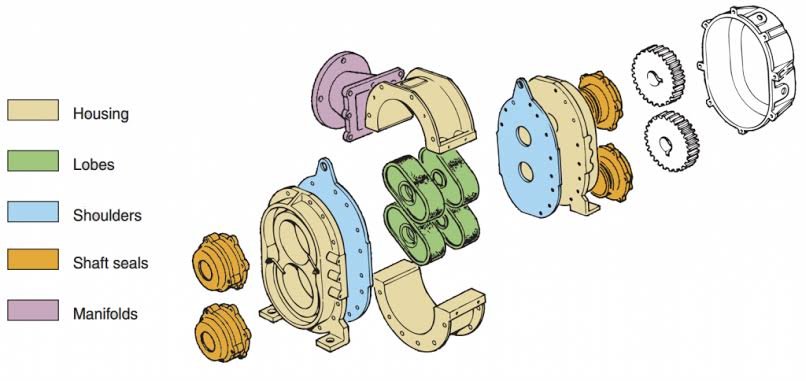
Lobe pump parts
Applications of Lobe Pump
- Polymers
- Paper coatings
- Soaps and surfactants
- Paints and dyes
- Pharmaceutical applications
- Food applications
- including pulp and paper, chemical,
- beverage,
- and biotechnology.
They are popular in these industries due to their excellent sanitary qualities, high efficiency, reliability, corrosion resistance, and good clean-in-place and steam-in-place (CIP/SIP) characteristics.
Advantages and Disadvantages of Lobe Pump
Advantages
1.Self Priming :-If wetted, this pump is self-priming, and can run dry for long periods of time (assuming the pump’s seals are lubricated).
2.Maintenance :-Generally easy to maintain. May be easily cleaned using either clean-in-place (CIP) or steam-in-place (SIP) methods, making them ideal for hygienic processing applications.
3.Pump high viscous liquid :-It isHighly efficient for pumping very viscous liquids.
4.Flow Rate :- The flow of Liquid can be increased or decreased by controlling the speed of the drive.
5.Bi-directional :-This Pump is in both directions. Only we need to change the directions of prime mover. The same pump is used for loading or discharging ( Directions of rotation keep in mind ).
6.Pump liquids containing solid particles:- an handle larger sized particles than may be pumped with other types of positive displacement pumps.
Lobe pumps can move solids suspended in slurries (such as cherries or olives in food processing applications) without causing product damage because the pump’s lobes do not come into contact with each other.
7.No Degradation of liquid :-The gentle pump action further minimizes product degradation.
8.No metal to metal Contact.
9.Non-pulsating Discharge of fluids.
10.Offer accurate and consistent fluid output that is unaffected by changes in head pressure, assuming sufficient fluid viscosity.
Disadvantages
1.Not good for low viscous fluid: -When pumping low viscosity fluids, the efficiency of lobe pumps is reduced.
2.Rquire Relief Valve As safety :-The use of pressure release and safety bypass valves is required in the design of lobe pumps, which adds to their complexity.
3.REquired timing gear
4.The use of two sets of mechanical seals in lobe pumps raises the cost of maintenance and ownership.
5.Cost:-When considering a lobe pumps for a specific application, the purchase price is typically higher than that of other positive displacement pumps.
6. Loading characteristics are not as good as other designs, and suction ability is low.
7.High-viscosity liquids require reduced speeds to achieve satisfactory performance.
8. Reductions of 25% of rated speed and lower are common with high-viscosity liquids.
summary
Because they handle solids without damaging the product, lobe pumps are commonly used in food applications. The particle size pumped by lobe pumps can be much larger than in other positive displacement types.
Because the lobes do not make contact and clearances are not as close as in other Positive displacement pumps, this design performs poorly with low viscosity liquids. The loading characteristics are not as good as those of other designs, and the suction ability is limited.
Reduced speeds are required for high-viscosity liquids to perform satisfactorily. With high-viscosity liquids, reductions of 25% or less of rated speed are common.
Check Out Other Important Topics
Home IC Engine Electrical Important PDFs Boilers Synergy Maritime Exam Naval Arch Interview Questions Difference Between Types of Pumps Types of Valves MEO Class 4 Auxiliary Machines
