Types of Rivets : There are different types of rivets which are selected for use based on their properties, design and requirements. Riveting is the process of joining two parts and involves right selection for proper joint. We will also discuss about riveting, what are its applications and advantages.
What is a rivet ?
A rivet is a mechanical fastener that has a head-on at one end and a cylindrical stem called a tail at the other end that resembles a metal pin. Rivets are non-threaded fasteners that are most commonly made of steel or aluminum. Rivets are made up of a smooth cylindrical shaft with a head at one end before they are installed. The tail is the opposite end of the head.
When installing, the rivet is inserted into a punched or drilled hole, and the tail is screwed or buckled so that it protrudes approximately 1.5 times the original shaft diameter, securing the rivet. To put it another way, pounding or pulling creates a new “head” by breaking off the “tail” material flatter on the other end, resulting in a rivet the size of a dumbbell.
Rivets meaning / Definition
It is a metal headed pin or bolt used to join two or more pieces by passing the shank through a hole in each piece and then beating or pressing down the plain end to form a second head
To distinguish between the two ends of the rivets, the original heads are referred to as factories heads, while the deformed end is referred to as a shop head or buck-tail. They are made up of a prefabricated head and shank that are inserted into the material to be joined, as well as a second head that allows the rivet to act as a fastener at the free end through various means known as a setting. Rivets are a well-known and widely used mechanical fastener.
How do Rivets work ?
The rivet is deformed by pounding or smashing the tail, which flattens the material and causes the tail to expand by about one and a half times the original diameter of the stem. When finished, the tail will resemble a dumbbell, completing the riveted joint.
The factory head is a pre-formed head on one end of a rivet. Once inserted, a new head, known as the shop head, is formed. The factory head is similar to the head on one end of a bolt, whereas the workshop head is similar to a nut that forms a temporary head on the opposite end of a bolt.
The tail is the end of the shaft of a rivet that is formed into the shop head. The process of shaping the tail into the head is known as upsetting or buckling, and it results in deformation.
This causes the tail to expand, allowing it to securely hold the rivet securely in the place.
When installed, the rivet is drilled, inserted, or punched into a hole, and the tail is deformed to hold the rivet in place.
A rivet gun is used to pull the tail of the rivet into the rivet body, causing it to expand and grip the parts to be joined. When gripped, the tail snaps and permanently holds the rivet in place. This results in the riveted joint.
Riveting can be used to make lap or butt joints using a variety of rivet configurations such as single, double, and zig-zag formations.
Types of Rivets
Rivets are used as a permanent fastener in the mechanical industry. It is a less expensive and more effective method of connecting structures. Rivets come in a variety of shapes and sizes to meet the requirements. The different types of rivets are
1. Blind rivets

Blind rivets, also known as POP rivets, are commonly used in applications where the rear (blind side) of the joint cannot be accessed. Rivets are made up of two parts: the rivet body, shell, or hat, and the stem or mandrel. Both the hat and the mandrel have been pre-assembled and are ready to use. Rivets are installed by drawing the mandrel with a riveting tool, causing the body to deform and clamp down on the joint. When the clamping force is reached, the mandrel snaps and is discarded. Blind rivets have the advantage of not being material specific, which means they can be used to join two different material types together in the same way.
To use a blind rivet, a hole is drilled and the rivet is seated inside the hole. The mandrel is then pushed against the hat of the rivet by a tool. The back of the mandrel either has a bulge on the end or is connected to the hat in some way, causing the hat’s edges to expand down towards the material. When this expansion reaches the material and builds pressure, a designed fault in the mandrel reaches its maximum force capacity and snaps. Leaving a properly installed rivet.
One of the most significant advantages of rivets is that there is no way to over- or under-torque a rivet. If the proper diameter and grip range are chosen, the rivet will install perfectly every time.
Some common application are :-
These types of Rivets can be used almost anywhere if properly installed. The majority of them are found in RVs, trailers, airplanes, machinery, jeans, small electronics, structural beams, battleships, and submersibles.
2. Solid Rivets

Another types of rivets are Solid rivets which are among the simplest, most dependable, and oldest types of fasteners. These simple tools are made up of a solid shaft with a head at one end; once installed, the headless end of a solid rivet is deformed with a hammer or rivet gun to keep it in place. Solid rivets are the most commonly used types of rivets and are used in applications where reliability and safety are critical.
It has been discovered in Bronze Age archaeological finds. Solid rivets are made up of only a shaft and a head that are deformed with a hammer or rivet gun. These rivets are available with either round universal or 100° countersunk heads.
It is made up of a solid shaft with a head at one end that is deformed with a hammer or rivet gun to allow it to be placed when there is no solid rivet. These types of rivets have a long history, dating back to the Bronze Age, according to archaeological findings.
What it is used for
Solid rivets are used in applications where reliability and safety are important. A common application for solid rivets is in aircraft structural parts. Hundreds of thousands of solid rivets are used to assemble the frame of a modern aircraft.
3. Split Rivets

Split rivets, also known as bifurcated rivets, are a type of self-piercing rivet that is commonly used to join softer materials such as textiles, leather, plastic, or wood. As the name implies, these types of rivets are pre-split along the length of their shaft, forming two “legs”; when installed, the legs of a split rivet fold back to hold the joined materials together.
Split rivets are commonly used in the production of leather goods, clothing, cloth or soft-sided carrying cases, and other similar applications.
Split rivets are ideal for piercing soft materials such as most wood, leather, and plastics. These are standard “home repair” rivets. They have seen or split bodies with sharp ends to make their own holes through leather, fiber, plastic, or soft metals. They are not used in critical applications.
The structure resembles a saw or split body with pointed ends that drill holes through leather, fiber plastic, or soft metals. Split rivets are not commonly used in critical applications.
4. Friction Lock Rivet

The other types of rivets are Friction Lock Rivet. These are similar to expanding bolts, except that the shaft snaps below the surface when the tension is high enough. Countersunk (‘flush’) or dome-shaped blind ends are available.
Cherry friction-lock rivets were an early form of blind rivets that were widely used for aircraft construction and repair. Cherry friction-locks were originally available in two styles: hollow shank pull-through and self-plugging.
The pull-through type is no longer used, but the self-plugging Cherry friction-lock rivet is still used for light aircraft repairs.
Size for size, friction-lock rivets cannot replace solid shank rivets. When replacing a solid shank rivet with a friction-lock rivet, the friction-lock rivet must be at least one size larger in diameter because the friction-lock rivet loses significant strength if its center stem falls out due to vibrations or damage.
5. Self Piercing Rivet
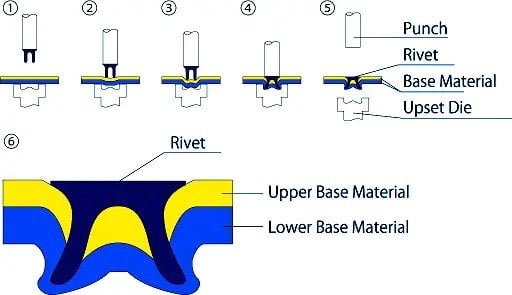
SPR (self-pierce riveting) is a method of joining two or more materials with an engineered rivet. Self-pierce rivets, unlike other types of rivets – solid, blind, and semi-tubular rivets, do not require a drilled or punched hole.
SPRs are semi-tubular in shape and have a partial hole at the opposite end of the head. The rivets’ end geometry includes a chamfered poke that aids the rivet in piercing the materials being joined.
A hydraulic or electric servo rivet setter drives the rivet into the material, and an upsetting die creates a cavity for the displaced bottom sheet material to flow through.
The self-pierce rivet completely penetrates the top sheet material(s), but only partially penetrates the bottom sheet. Because the rivet tails do not penetrate the bottom sheet, the joint is water or gastight.
The rivet tail flares and interlocks into the bottom sheet under the influence of the upsetting die, forming a low-profile button.
6. Threaded Rivet

The threaded-stem rivet has a threaded internal mandrel (stem) and an external portion machined flat on two sides to allow the tool to grip and rotate it. The head is typically hexagonal to prevent the tubular body from rotating while the mandrel is torqued and broken off.
Threaded inserts and rivet nuts provide a unique strong permanent thread through sheet material and other materials where installation is possible from only one side. Threaded rivets have a threaded inner mandrel stem with a machined flat outer side on two sides to hold and rotate the tool. The head is normally hexagonal to prevent the tubular body from rotating while the mandrel is bent and broken.
These types of rivets have a threaded internal mandrel stem with a machined flat outer side on two sides to allow the tool to be held and rotated. The head is typically hexagonal in shape to prevent the tubular body from rotating while the mandrel is being turned and dismantled.
7. Drive Rivet

Drive rivets are a type of blind rivet that has a small protruding mandrel from the head. After inserting the drive rivets into the hole, the mandrel is driven with a hammer or other tool to pry the rivet end inside the hole.
Because the holes do not need to be drilled all the way through the panels, it is commonly used to rivet wood panels in place, resulting in an aesthetically pleasing appearance. They can also be used with plastics, metals, and other materials and require no special setting tools other than a hammer and possibly a backing block placed behind the position of the rivet while it is held in place.
The clamping force of drive rivets is less than that of other rivets. Drive screws, which could also be called drive rivets, are commonly used to secure the nameplate in the blind hole.
We typically use these types of rivets for a wood panel because the hole does not need to be drilled completely in the case of the wood panel. It provides an entirely aesthetic experience.
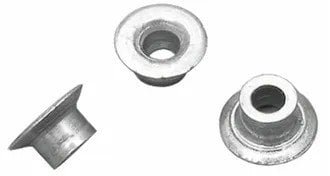
8. Semi Tubular Rivet

Semi tubular rivets are similar to solid rivets, but they have a hole opposite to the head at the end of the rivet. When force is applied to this hole, the tubular part of the rivet (around the hole) around the hole rolls outward. These types of rivets require less force to apply and assemble.
The forces required to apply a semi-tubular rivet are approximately one fourth (1/4 ) of those required to apply a solid rivet. Tubular rivets are sometimes preferred for pivot points because the rivet only swells at the tail. Semi-tubular rivets are implemented using a variety of tools, ranging from prototyping tools to fully automated systems. The handset, manual squeezer, pneumatic squeezer, kick press, impact writer, and, finally, PLC-controlled robotics are common installation tools.
Semi tubular rivets require less force to apply and assemble. Handset, Manual Squeezer, Pneumatic Squeezer, Kick Press, Impact Writer, and PLC controlled robotics are the installation tools for these. Semi-tubular rivets are commonly used in brakes, ladders, binders, HVAC ductwork, and other similar applications.
9. Flush Rivet
Flush rivets are typically used on exterior metal surfaces where a clean appearance and the elimination of unnecessary aerodynamic drag are desired. A flush rivet makes use of a countersunk hole; they are also known as countersunk rivets. For aerodynamic reasons such as reduced drag and turbulence, countersunk or flush rivets are widely used on the exterior of aircraft. Additional post-installation machining can be performed to improve airflow.
Furthermore, flush rivets make use of countersunk rivets; thus, flush rivets are also known as countersunk rivets. These types of rivets are mostly used on the outside of aircraft for aerodynamic purposes.
10. Oscar Rivet

Next in the list of types of rivets is Oscar Rivet. Oscar rivets resemble blind rivets in appearance and application, but they are divided by a hollow shaft. As the mandrel is pulled into the rivet, the splits cause the shaft to twist in and out. This flare provides a larger bearing surface, which reduces the likelihood of rivet wear out. These designs are ideal for high-vibration applications where the rear surface cannot be accessed. In any case, Oscar rivets have a blind appearance with a split and a hollow shaft.
As the mandrel is pulled into the rivet, the splits cause the shaft to bend in and out. This flare provides a larger bearing surface, reducing the possibility of rivet wear out. These designs are ideal for high vibration applications where the back surfaces are inaccessible.
Now that we have learnt the different types of rivets, let’s have a look at the process of riveting.
What is Riveting ?
Riveting is a forging process that can be used to join parts together using a metal component known as a rivet. The rivet connects the parts by passing through adjacent surfaces. Through the parts is a straight metal piece. The parts are then securely joined by forming both ends over the connection.
Applications of Riveting
Riveting is widely used in various industries and thus have variety of applications which depends on the types of rivets being utilized. The applications of Riveting are:
- Rivet joints are permanent joints that are primarily used to fasten sheets and shaped rolled metal.
- Aluminum is used in aircraft structures.
- It is used to make heavy load joints in the production of bus and trolleybus bodies.
- They are used for metals that are difficult to weld.
- They are used for asbestos friction linings as well as heterogeneous materials like steel.
- It is used when we need to escape after the thermal effect, such as when welding.
- Because welded joints have poor vibration dampening capabilities, rivets are used instead where possible.
- They’re commonly used in lap, abutment, and double-cover plate joints.
- It is lightweight, inexpensive, and extremely strong.
- They are still used in the construction of metal bridges, hoisting cranes, boilers, and pressure tanks. However, other collaborative processes may be more effective.
- Rivets, in short, are widely used to connect components in aircraft, boilers, ships, boxes, and other enclosures.
- Method that is relatively inexpensive. The rivet is manufactured at a low cost.
- The rivet can be used to join ferrous and nonferrous metals such as aluminum and copper alloys.
- The rivet can be used to join nonmetallic materials such as wood, plastic, asbestos sheet, and so on.
- One of the primary benefits of the rivet is that it can be used to join disparate materials. (joining aluminum and copper sheets)
- Ability to make a joint regardless of where it is (Vertical, overhead, etc.)
- There are no fumes or gases produced, as in welding, and the production is both environmentally and user-friendly.
- Riveted joints are more reliable than other methods in applications where the joint is subjected to excessive vibration and impact forces.
- High shear strength and fatigue resistance.
- Aluminum rivets are lighter than bolts and screws. They are also highly resistant to atmospheric and chemical corrosion.
- Because there is no melting of metal and no uneven heating and cooling during the joining process, thermal effects on riveted joints are minimal. As a result, it causes little to no damage to material protective coatings.
- The quality inspection of a riveted joint is simpler than a welding inspection.
- When compared to a welded joint, disassembling a riveted joint causes less damage.
Disadvantages of Riveting
- Riveting requires more time to complete than welding. Additional operations, such as layout and hole drilling, are required.
- Rivet joints have a high labor cost.
- Metal plate rivet holes have a high concentration of stress.
- Holes may weaken the plate’s working cross-section. To compensate for this issue, additional thickness is required. This extra plate thickness for riveting and overlapping increases metal consumption.
- Because of the strap-plates and rivets, it is heavier than welded joints.
- Riveted joints are heavier than welding and brazing joints. The aesthetic appearance is also influenced by the rivet’s projection.
- They generally do not form a tight or leak-proof joint unless a hot rivet or sealant is used with rivets.
- Because of hammer blowing, the riveting process is noisier than welding.
Failure in Riveted Joints
- Failure due to shear
- Plate tensile failure
- Plate crushing failure
- Plate shear failure in the margin area
- Plate tearing in the margin area
In this article we talked about Rivets, Types of rivets, Riveting, it’s advantages and disadvantages. If you liked this article please share it with your friends.
What is the most common type of rivet?
The most common type of rivet is the solid rivet. They are versatile and easy to install, and they are frequently used in applications requiring dependability and safety. Aluminum, copper, brass, steel, titanium, and nickel-based alloys can all be used to make them.
How can you identify the different kinds of rivets?
With Shape you can identify….
Compression Tubular Rivets – These rivets are made up of two parts that fit together in an interference fit during the fastening process. Their commercial application in soft materials necessitates aesthetics on both sides of the component.
Full tubular rivets have deeper holes than their competitors. They are also typically less strong than semi-tubular rivets. They can, however, easily pierce softer materials such as fabric and plastic.
Semi-Tubular Rivets – These rivets have holes on the field end. The hole depth is typically 1.12 times the shank diameter. As a result, when the field head is formed, the semi-tubular rivet may feel like a solid rivet.
What is the difference between a blind rivet and a solid rivet?
The blind end expands, and the mandrel snaps off. Unlike solid rivets, blind rivets can be installed in joints from only one side of the part, making them “blind” to the opposite side.
What are the 3 types of rivets?
Solid, blind, tubular, and metal piercing rivets are the most common types (including split rivets).
Check Out Other Important Topics
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |