What are Cutting Tool Materials ?
Cutting tool materials are materials used to create machining cutting tools (drill bits, tool bits, milling cutters, and so on), but not other cutting instruments such as knives or punches.
Cutting tool materials must be harder than the workpiece material, even when the process is carried out at high temperatures.
Types of Cutting Tool Materials
Type of Cutting Tool Materials : The selection of proper tool material depends on the type of service to which the tool will be subjected. No material is superior in all respects, but rather each has certain characteristics which limits its field of application. The principal cutting materials are :
- Carbon steels.
- Medium alloy steels.
- High-speed steels.
- Satellites
- Cemented carbides.
- Ceramics
- Diamonds.
- Abrasives
1. Carbon Steels
Carbon steels contain carbon in amounts ranging from 0.08 to 1.5 per cent. A disadvantage of carbon tool steels is their comparatively low-heat and wear-resistance. They lose their required hardness at temperatures from 2009 to 250°C. Therefore, they may only be used in the manufacture of tools operating at low cutting speeds (about 12m/min) and of hand operated tools. But they are comparatively cheap, easy to forge, and simple to harden.
2. Medium Alloy Steels
The high carbon medium alloy steels have a carbon content akin to plain carbon steels, but in addition there is, say, up to 5 per cent alloy content consisting of tungsten, molybdenum, chromium and vanadium. Small additions of one or more of these elements improve the performance of the carbon steels in respect of hot hardness, wear resistance, shock and impact resistance and resistance to distortion during heat treatment.
The alloy carbon steels, therefore, broadly occupy a midway performance position between plain carbon and high speed steels. They lose their required hardness at temperatures from 250° to 350°C.
These tool steels are of two types (1) Type – O tool steels (2) Type – A tool steels.
Type – O tool steels are oil quenched for hardening. It has C0.90%, Mn-1.00%, W-0.5% and Cr-0.5%. Punching dies are generally manufactured from this steel.
Type – A tool steels are hardened by slow cooling in a current of air after heating it to a high temperature (1100°C to 1300°C). The composition of this type of steel is C-1.0%, Cr-5%,. It is mainly used to manufacture thread rolling dies, coining dies and guages.
3. High-speed Steel
The next cutting tool materials is High-speed steel (H.S.S). It is the general purpose metal for low and medium cutting speeds owing to its superior hot hardness and resistance to wear. High-speed steels operate at cutting speeds 2 to 3 times higher than for carbon steels and retain their hardness up to about 900°C.
This hot hardness is due to alloying elements like tungsten, molybdenum, vanadium and chromium which are able to form carbides. To improve hot hardness, cobalt may also be added. It is used as a popular operations of drilling, tapping, hobbing, milling, turning etc.
There are three general types of high-speed steels; high tungsten, high molybdenum, and high cobalt. Tungsten in H.S.S. provides hot hardness and form stability, molybdenum or vanadium maintains keenness of the cutting edge, while addition of cobalt improves hot hardness and makes the cutting tool more wear resistant.
Three general types of high-speed steels are as follows:
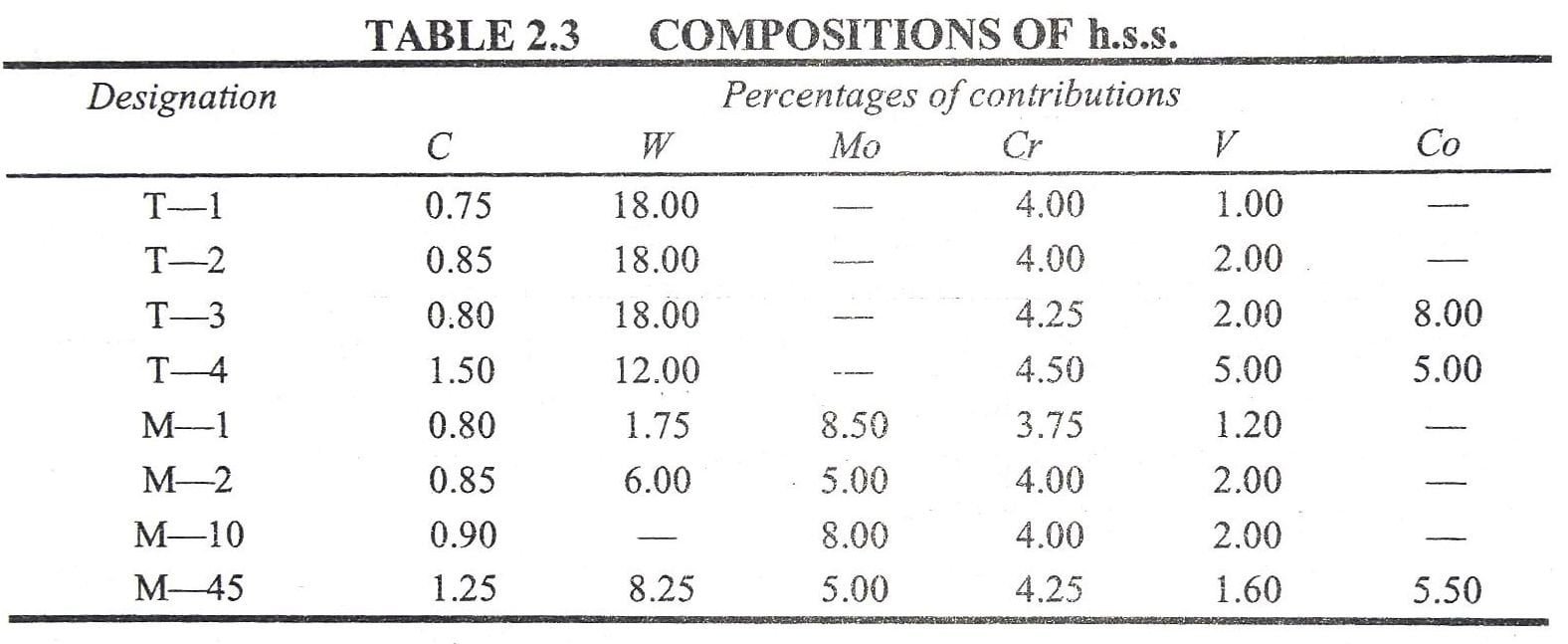
A. 18-4-1 high-speed steels (T-series) : This steel containing 18 per cent tungsten, 4 per cent chromium and 1 per cent vanadium, is considered to be one of the best of all purpose tool steels. In some steels of similar composition the percentage of vanadium is slightly increased to obtain better results in heavy-duty work.
B. Molybdenum high-speed-steel (M-series) : This steel containing 6 per cent molybdenum, 6 per cent tungsten, 4 per cent chromium and 2 per cent vanadium have excellent toughness and cutting ability.
There are other molybdenum high speed steels now marketed, having various tungsten-molybdenum ratios, with or without cobalt, or with variations in percentages of the minor alloys chromium and vanadium.
C. Cobalt high-speed steels : This is sometimes called super high speed steel. Cobalt is added from 2 to 15 per cent to increase hot hardness and wear resistance. One analysis of this steel contains 20 per cent tungsten, 4 per cent chromium, 2 per cent vanadium and 12 per cent cobalt.
D. ABC-III : This type of h.s.s contains 4% chromium, 2.7% molybdenum, 2.8% tungsten, and 2.4% vanadium. It is a medium alloyed h.s.s with good wear resistance. This is the kind of steel which can be found in tool components such as drill bits and saw blades. It is superior to high-carbon steel. It is capable of withstanding high temperatures that cause other types of steel to lose its temper.
Table 2.3 shows the compositions of selected types of H.S.S.
4. Stellites
Stellite is the trade name of a non ferrous cast alloy composed of cobalt, chromium and tungsten. Stellite alloys consist of complex carbides in an alloy matrix predominantly designed for high wear resistance and superior chemical and corrosion performance in hostile environments.
The combination of Cobalt and Chromium also results in an extremely high melting point making them perfect for a range of intriguing applications for extreme cutting tools. The range of elements in these alloys is 40 to 48 per cent cobalt, 30 to 35 per cent chromium, and 12 to 19 per cent tungsten.
In addition to one or more carbide forming elements, carbon is added in amounts of 1.8 to 2.5 per cent. They can not be forged to shape, but may be deposited directly on the tool shank in an oxyacetylene flame, alternately, small tips of cast stellite can be brazed into place.
Stellites preserve hardness up to 1000°C and can be operated on steel at cutting speeds 2 times higher than for high-speed steel. These materials are not widely used for metal cutting since they are very brittle, however, they are used extensively in some non-metal cutting application, such as in rubbers, plastics, where the loads are gradually applies and the support is firm and where wear and abrasion are problems.
5. Cemented Carbides
Cemented carbides are so named because they are composed principally of carbon mixed with other elements. The basic ingredient of most cemented carbides is tungsten carbide which is extremely hard. Pure tungsten powder is mixed under high heat, at about 1500°C, with pure carbon (lamp black) in the ratio of 94 per cent and 6 per cent by weight.
The new compound, tungsten carbide, is then mixed with cobalt until the mass is entirely homogeneous. This homogenous mass is pressed, at pressures from 1,000 to 4,200 kg/cm², into suitable blocks and then heated in hydrogen. Boron, titanium and tantalum are also used to form carbides. The amount of cobalt used will regulate the toughness of the tool. A typical analysis of a carbide suitable for steel machining is 82 per cent tungsten carbide, 10 per cent titanium carbide and 8 per cent cobalt.
Carbide tools are made by brazing or silver-soldering the formed inserts on the ends of commercial steel holders. The most important properties of cemented carbides are their very high heat and wear resistance. Cemented carbide tipped tools can machine metals even when their cutting elements are heated to a temperature of 1,000°C.
They can withstand cutting speed 6 per cent or more than 6 times higher manufactured material and has extremely high compressive strength. However, it is very brittle, has low resistance to shock, and must be very rigidly supported to prevent cracking.
The two types of cemented carbides are the tungsten and titanium tungsten varieties. The tungsten-type cemented carbides are less brittle than the titanium-tungsten type; they contain 92 to 98 per cent tungsten caioide and from 2 to 8 per cent cobalt.
These cemented carbides are designed chiefly for machining brittle metals such as cast iron, bronze, but they may also be used for non-ferrous metals and alloys, steel, etc. The titanium-tungsten type are more wear-resistant. They contain 66 to 85 per cent tungsten carbide, 5 to 30 per cent titanium carbide and 4 to 10 per cent cobalt. These cemented carbides are designed for machining tougher materials chiefly for various steels.
6. Ceramics
The latest development in the metal-cutting tools uses aluminium oxide generally referred to as ceramics. Ceramics tools are made by composing aluminium oxide powder in a mould at about 280 kg/cm² or more. The part is then sintered at 2200°C. This is known as cold pressing.
Hot pressed ceramics are more expensive owing to higher mould costs. Ceramic tool materials are made in the form of tips that are to be clamped on metal shanks. Other materials used to produce ceramic tools include silicon carbide, boron carbide, titanium carbide and titanium boride.
These tools have very low heat conductivity and extremely high compressive strength. But they are quite brittle and have a low bending strength. For this reason, these materials cannot be used for tools operating in interrupted cuts, with vibrations as well as for removing a heavy chip.
But they can withstand temperatures up to 1200°C and can be used at cutting speeds 4 times that of cemented carbides, and up to about 40 times that of high-speed cutting tools. They are chiefly used for single-point tools in semi-finish and finish turning of cast iron, plastics, and other work, but only when they are not subject to impact loads.
To give them increased strength often ceramic with a metal bond, known as “cermets” is used. Because of the high compressive strength and brittleness the tips are given a 5 to 8º negative rake for carbon steel and zero rake for cast iron and for non-metallic materials to strengthen their cutting edge and are well supported by the tool holder. Heat conductivity of ceramics being very low the tools are generally used without a coolant.
There are two types, namely (a) white, or cold-pressed ceramics, which consists of only Al2O3 cold pressed into inserts and sintered at high temperature, and (b) black, or hot-pressed ceramics, commonly known as cermet (from ceramics and metal). This material consists of 70% Al2O3 and 30% Tic.
7. Diamond
Diamond is the hardest, most wear resistant material in the world. Diamond tool materials are either polycrystalline or single crystal in nature. Each class of diamond material may be made by either chemical vapour deposition (CVD) or high temperature and pressure synthesis (HPHT).
Polycrystalline diamond synthesised using high temperatures and pressures is the most popular form of diamond tool material and is known universally by its abbreviation, ‘PCD’. For such materials, diamond particles of the order 1-30 microns are sintered together in the presence of a cobalt catalyst to produce an intergrown mass of diamond grains.
The cobalt renders the PCD electro-discharge machinable and imparts a significant degree of toughening so as to provide a more robust blank. For ease of tool fabrication, the PCD is sintered directly to a tungsten carbide backing. The diamonds used for cutting tools are industrial diamonds, which are naturally occurring diamonds containing flaws and therefore of no value as gemstones. Alternatively they can be also artificial.
The diamond is the hardest known material and can be run at cutting speeds about 50 times greater than that for h.s.s. tool, and at temperatures up to 1650°C. In addition to its hardness the diamond is incompressible, is of a large grain structure, readily conducts heat, and has a low coefficient of friction. Diamonds are suitable for cutting very hard materials such as glass, plastics, ceramics and other abrasive materials and for producing fine finishes. The maximum depth of cut recommended is 0.125 mm with feeds of say, 0.05 mm.
8. Abrasive
Abrasive grains in various forms-loose, bonded into wheels and stone, and embedded in papers and cloths-find wide application in industry. They are mainly used for grinding harder materials and where a superior finish is desired on hardened or unhardened materials.
For most grinding operations there are two kinds of abrasives in general use, namely aluminium oxide (carborundum) and silicon carbide. The aluminium oxide abrasives are used for grinding all high tensile materials, whereas silicon carbide abrasives are more suitable for low tensile materials and non-ferrous metals.
9. Cubic Boron Nitride (CBN )
This material, consisting atoms of boron and nitrogen, is considered as the hardest tool material available next to diamond. It is having high hardness, high thermal conductivity and tensile strength. In certain application a thin layer (0.5 mm) of CBN is applied on cemented carbide tools to obtain better machining performance. It can also be made in terms of indexable inserts in standard form and size. This material is traded in the name of ‘BOROZON’.
10. Coated Carbide Tools
For coated carbide tools, a thin chemically stable, shock resistance refractory coatings of Tic, Al2O3 and TiN are applied on the tungsten carbide inserts, using chemical vapour deposition(CVD) method. In this coating first level is TiC, second layer is Al2O3, and the top thin layer is TiN. This process makes the insert two or three times stronger for wear resistance.
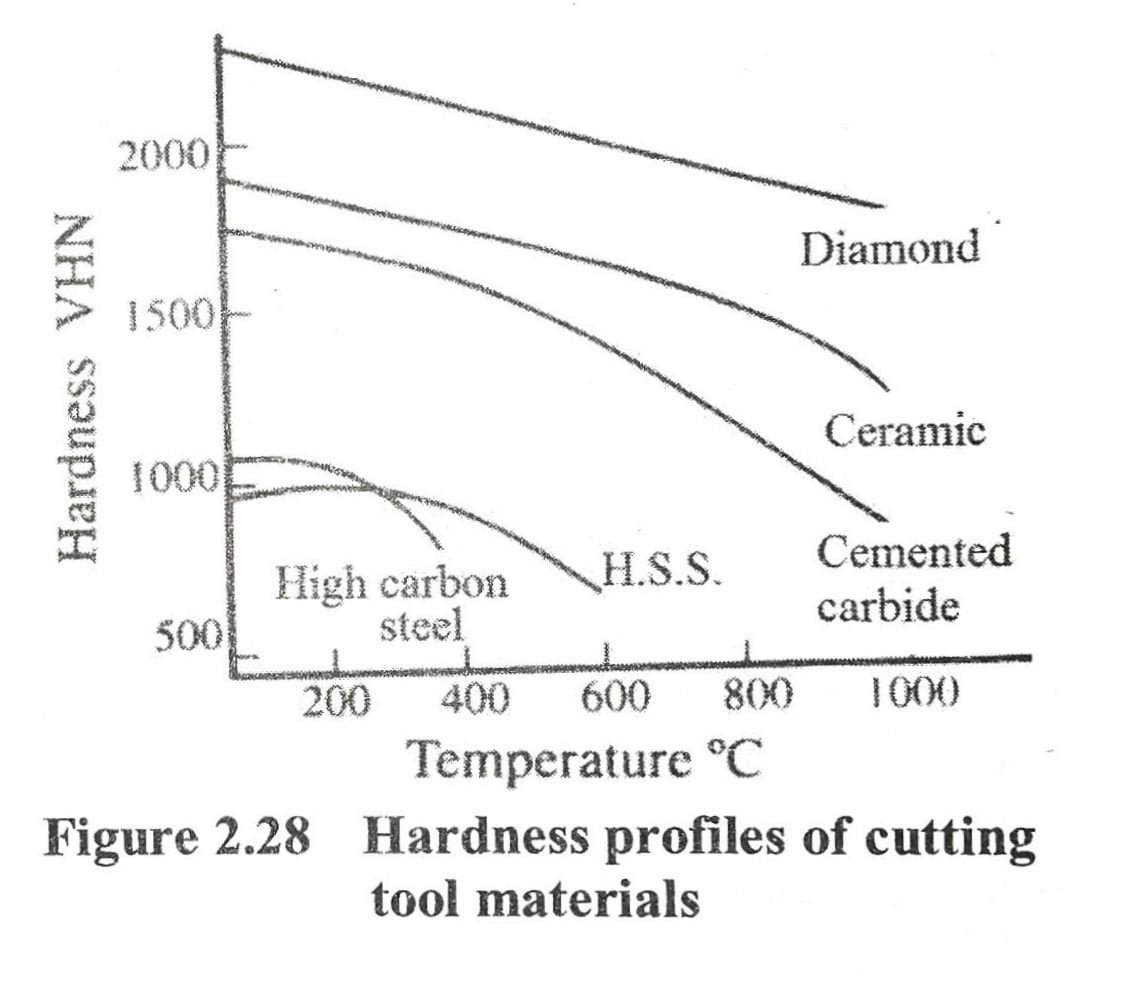
The variations of hardness of a few of the tool materials with temperatures are shown in Fig.2.28.
Characteristic of Cutting Tool Materials
The basic properties of cutting tool materials are:
1. Hot hardness : The material must remain harder than the work material at elevated operating temperatures.
2. Wear resistance : The material must withstand excessive wear even though the relative hardness of the tool-work materials changes.
3. Toughness : The The term term ‘toughness’ actually implies a combination of strength and ductility. The material must have sufficient toughness to withstand shocks and vibrations and to prevent breakage.
4. Cost and easiness in fabrication : The cost and easiness of fabrication should have within reasonable limits.
We have covered all the cutting toll materials that are used in the industry in detail. Hope you liked the article. Please share it with your friends and give your feedback in the comments.
Check Out Other Important Topics
Plant Layout – Types, Objectives, Principles, Advantages
Types of Punches – Uses, Working, Applications, Pictures
Types of Dies – Classification, Uses, Pictures
Types of Rivets – Working & Their Uses [with Images]
Types of Fasteners – Uses & Examples [with Pictures]
Foundry Tools And Equipment – List, Names & Images
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |