Cutting fluids, sometimes referred to as lubricants or coolants are liquids and gases applied to the tool and workpiece to assist in the cutting operations.
Cutting Fluids are Used to or Purpose of Cutting Fluids
Cutting fluids are used to
1. To cool the tool : Cooling the tool is necessary to prevent metallurgical damage and to assist in decreasing friction at the tool-chip interface and at the tool-workpiece interface. Decreasing friction means less power required to machine, and more important, increased tool life and good surface finish.
The cooling action of the fluid is by direct carrying away of the heat developed by the plastic deformation of the shear plane and that due to friction. Hence, a high specific heat and high heat conductivity together with a high film-coefficient for heat transfer is necessary for a good coolant. For cooling ability, water is very effective, but is objectionable for corrosiveness and lack of friction reducing wear.
2. To cool the workpiece : The role of the cutting fluid in cooling the workpiece is to prevent its excessive thermal distortion.
3. To lubricate and reduce friction : (a) The energy or power consumption in removing metal is reduced (b) abrasion or wear on the cutting tool is reduced thereby increasing the life of the tool (c) by virtue of lubrication, less heat is generated and the tool, therefore, operates at lower temperatures with the tendency to extend tool life and (d) chips are helped out of the flutes of drills, taps, dies, saws, broaches, etc.
An incidental improvement in the cutting operation is that the built-up edge will be reduced, which, in turn, will decrease friction at the tool-workpiece area and contribute toward a cooler tool. It is, therefore, evident that the proper choice of lubricant is important to give the optimum cooling effect and lubrication condition in metal cutting.
4. To improve surface finish.
5. To protect the finished surface from corrosion. To protect the finished surface from corrosion, especially in cutting fluids made up of a high percentage of water, corrosion inhibitors are effective in the form of sodium nitrate or triethanolamine.
6. To cause chips break up into small parts rather than remain as long ribbons which are hot and sharp and difficult to remove from the workpiece.
7. To wash the chips away from the tool. This is particularly desirable to prevent fouling of the cutting tool with the workpiece.
Cutting Fluid Properties
A cutting fluid should have the following properties :
1. High heat absorption for readily absorbing heat developed.
2. Good lubricating qualities to produce low-coefficient of friction.
3. High flash point so as to eliminate the hazard of fire.
4. Stability so as not to oxide in the air.
5. Neutral so as not to react chemically.
6. Odorless so as not to produce any bad smell even when heated.
7. Harmless to the skin of the operators.
8. Harmless to the bearings.
9. Non-corrosive to the work or the machine.
10. Transparency so that the cutting action of the tool may be observed.
11. Low viscosity to permit free flow of the liquid.
12. Low priced to minimize production cost.
Choice of Cutting Fluids
The choice of cutting fluid depends upon the following factors.
1. Type of operation.
2. The rate of metal removal.
3. Material of the workpiece.
4. Material of the tool.
5. Surface finish requirement.
6. Cost of cutting fluid.
Cutting Fluids Types
The types of cutting fluids to be used depends upon the work material and the characteristic of the machining process. For some machining processes, a cutting fluid which is predominantly a lubricant is desirable.
With other machining processes, a cutting fluid which is predominantly a coolant should be used. Cutting fluids are classified in seven main groups. These include water, soluble oils, straight oils, mixed oils, chemical additive oils (sulphurated and chlorinated), chemical compounds and solid lubricants.
1. Water
Water, either plain or containing an alkali, salt or water soluble additive but little or no oil or soap are sometimes used only as a coolant. But water alone is, in most cases, objectionable for its corrosiveness.
2. Soluble Oils
Soluble oils are emulsions composed of around 80 per cent or more water , soap and mineral oil. The soap acts as an emulsifying agent which break the oil into minute particles to dispose them throughout water. The water increases the cooling effect, and the oil provides the best lubricating properties and ensures freedom from rust. By mixing various proportions of water with soluble oils and soaps, cutting fluids with a wide range of cooling and lubricating properties can be obtained.
3. Straight Oils
The straight oils may be (a) straight mineral (petroleum) oils, kerosene, low-viscosity petroleum fractions, such as mineral seal, or higher-viscosity mineral oils, (b) straight fixed or fatty oils consisting animal, vegetable, or synthetic equivalent, lard oil, etc. They have both cooling and lubricating properties and are used in light machining operations.
4. Mixed Oils
This is a combination of straight mineral and straight fatty oil. This blend makes an excellent lubricant and coolant for automatic-screw-machine work and other light machining operations where accuracy and good finish are of prime importance.
5. Chemical-additive Oil
Straight oil or mixed oil when mixed up with sulphur or chlorine is known as chemical additive oil. Sulphur and chlorine are used to increase both the lubricating and cooling qualities of the various oils with which they are combined. Sulfurized mineral oils are commonly used for machining the tough, stringy, low-carbon steels. Chlorinated mineral oils are particularly effective in promoting anti-weld characteristics.
6. Chemical Compounds
These compounds consist mainly of a rust inhibitor, such as sodium nitrate, mixed with a high percentage of water. Chemical compounds have grown in favour as coolants, particularly in grinding and on machined surfaces where formation of rust to be avoided.
7. Solid Lubricants
Stick waxes and bar soaps are sometimes used as a convenient means of applying lubrication to the cutting tool.
Theory of Cutting Fluid
Theory of Cutting Fluid : The basic function of an effective cutting fluid is to reduce kinetic coefficient of friction, Dr. Merchant, one of the pioneers in the theory of metal cutting, has suggested a theory to explain the penetration of cutting fluid.
It is assumed that minute capillaries exist at the tool-chip interface as shown in Fig below on a submicroscopic scale . As the chip move up the tool face, it contacts mainly the tops of the asperities in the point contact zone creating capillaries between the chip and the tool .
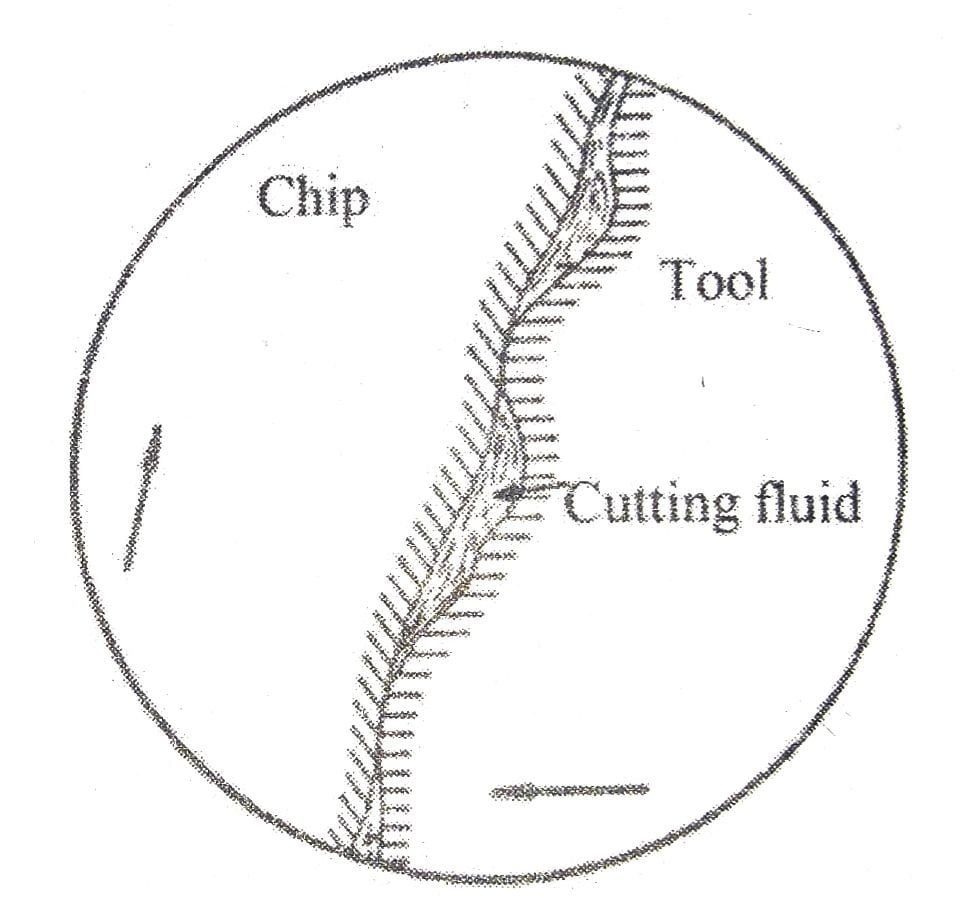
These capillaries draw in the cutting fluid which chemically reacts to produce a solid low-shear strength film. Under the condition of high pressure and temperature at the “nascent” chip surface the highly reactive chemical action produces relatively weak solid providing a “sandwich filling” to keep the chip and tool apart thereby reducing friction.
It is well established that small change in tool temperature can produce considerable change in tool life. Cutting fluids directly control the amount of heat at the chip tool face and thereby increase tool life.
Cutting Fluids as Coolant
Cutting fluids are very important in machining processes. They are used to reduce the effects of friction. They are also used to carry away heat in machining operations. Excessive heat can damage the microstructure of metals.
Proper use of coolants can make higher metal removal rates possible. Coolants can also help improve part quality and dimensional accuracy. To increase tool life, better surface finish and increase machining speed, the cutting fluids must be needed for cooling the surface for machining. There are four ways of cooling using the cutting fluids. The cooling systems are as follows:
- Flood cooling
- Chilled fluid cooling
- Mist (spray) cooling
- Jet cooling
Flood application delivers fluid to the surface of cutting tool /workpiece by means of a nozzle. Cutting fluids may also be atomized and blown onto the tool /workpiece interface via mist application.
The flood method is the most common method for applying cutting fluids in turning, drilling, and milling process The Flow rates can be such so as to wash away the chips from the cutting region in deep- hole drilling and end milling by using fluid pressures above 1000 kPa.
In this article we learnt what are cutting fluids, its types, properties and theory of cutting fluid. Hope you liked the article. Please share it with your friends and give feedback in the comment section.
Check Out Other Important Topics
Plant Layout – Types, Objectives, Principles, Advantages
Types of Punches – Uses, Working, Applications, Pictures
Types of Dies – Classification, Uses, Pictures
Types of Rivets – Working & Their Uses [with Images]
Types of Fasteners – Uses & Examples [with Pictures]
Foundry Tools And Equipment – List, Names & Images
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |