
In this article we will discuss about what is Green Sand Moulding, Advantages and disadvantages of green sand moulding and the methods.
Green Sand Mould
Green-sand moulds are prepared with natural moulding sands or with mixtures of silica sand, bonding clay, and water. These materials are thoroughly mixed in proportions which will give the desired properties for the class of work being done. Typical sand mixtures for green sand moulding are given in Table below.

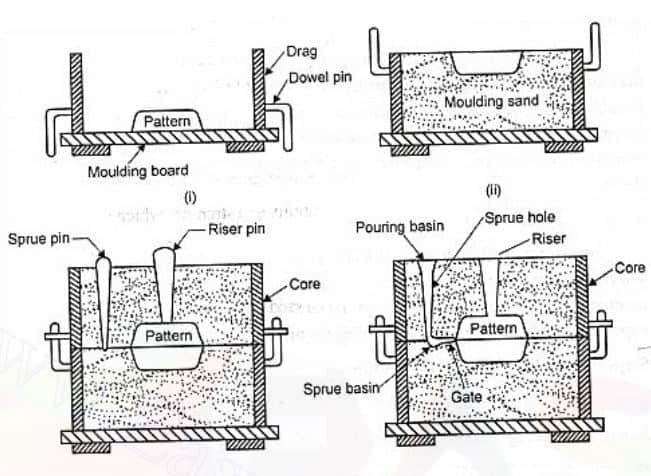
Making of Green Sand Mould
To make the green-sand mould the sand must be properly tempered before it can be used. If the sand is too dry, additional water is added if too wet, dry sand is added until it has the proper temper. To check the sand for proper temper, a handful is grasped in the first. The pressure is released, and the sand is broken in two sections. The sections of sand should retain their shape and the edges of the break should be sharp and firm.
The surface of the mould which comes in contact with the molten metal forms the most important part in green-sand moulds. In order to give the casting a clean and bright surface and to prevent the sand from burning on the face of the mould, a layer of facing sand is given surrounding the pattern.
Facing-sand mixtures for iron castings generally contain some finely ground bituminous coal known as sea-coal, and new sand in addition to used moulding sand. One part by volume of sea-coal to ten parts of moulding sand is a common ratio in mixtures for moulds for iron castings. The sea-coal aids in preventing the sand from fusing to the surfaces of the castings, whereas the new sand increases the bond in the facing mixture, and thereby prevents cutting of sand surfaces by the liquid metal.
It is common practice to coat the surfaces of sand mould with refractory material to produce a smooth skin on the castings. The material ordinarily used for this purpose are graphite, coke, charcoal, gas carbon, plumbago, black lead, silica, mica, and talc.
These materials may be placed in two groups ; the carbonaceous materials known as blackings, and the other materials are designated as mineral coatings. They may be applied wet or dry. For use in the wet state some adhesive is employed-clay, gum and other substances being mixed with water are used. Blackings or mineral coatings used dry are dusted over the mould face.
Advantages of Green Sand Moulding
1. Green sand moulding is the least expensive method of producing a mould.
2. There is less distortion than in dry sand moulds, because no baking is required.
3. Flasks are ready for reuse in minimum time.
4. Dimensional accuracy is good across the parting line. 5. There is less danger of hot tearing of casting than in other types of mould.
Disadvantages of Green Sand Moulding
1. Sand control is more critical than in dry sand moulds.
2. Erosion of the mould is more common in the production of large castings.
3. Surface finish deteriorates as the weight of the casting increases.
4. Dimensional accuracy decreases as the weight of the casting increases.
Methods of Green Sand Moulding
The Principal methods of green-sand moulding areas follows:
1. Open-sand method
2. Bedded-in method
3. Turn-over method
1. Open Sand Method
Open sand method : This is the simplest form of green sand moulding, particularly suitable for solid patterns. The entire mould is made in the foundry floor or in a bed of sand above floor level for convenience in working and pouring. No moulding box is necessary and the upper surface of the mould is open to air. The sand in the foundry floor is made loose and perfectly levelled to obtain uniform thickness of the casting.
As there is no head of metal the sand may be rammed lightly, just hard enough to support the weight of metal only. After proper levelling, the pattern is pressed in the sand bed for making mould. The pouring basin is built up at one end of the mould, and the overflow channel is cut at the sides of the cavity at the exact height from the bottom face of the mould to give the desired thickness.
This method of green sand moulding is mainly used for simple castings, floor plates, moulding boxes, grills, railings and gates, weights, i.e., castings with flat tops in which it does not matter if the upper surface is decidedly rough. Bedded-in method. If the upper surface of a casting is not flat or must be smoother than the rough surfaces produced by open-sand moulds, a solid pattern can also be moulded by using a technique known as “bedded in”, in which a sand cover or cope is necessary.
2. Bedded-in Method
Bedded-in Method : In bedded-in method, the pattern is pressed or hammered down to bed it into the sand of the foundry floor or in a drag partially filled with sand to form the mould cavity. To ensure that the sand is properly compacted, careful ramming of the sand close to the pattern is necessary. As a check, the pattern can be drawn and the mould cavity surface tested for soft spots. All soft spots should be filled in with extra sand and the pattern again pressed downward until properly rammed mould cavity is obtained.
After the joint has been smoothed, and parting sand spread, a cope is placed over the pattern. The cope is rammed up, runners and risers cut, and the cope box lifted, leaving the solid pattern in the floor or in the drag as the case may be. The pattern is drawn out, and the surfaces of both parts of the mould finished and the cope box replaced in its correct position to complete the mould.
3. Turn-over Method
Turn-over method : This method is very much used and most suitable for split patterns as well as for solid patterns. One half of the pattern is placed with its flat side on a moulding board, and a drag is rammed and rolled over. It is now possible to place the other half of the pattern and a cope box in proper position. After ramming, the cope is lifted off and the two halves of the pattern are rapped and drawn separately. The cope is next replaced on the drag to assemble the mould.
This was all about Green Sand Moulding covering the advantages, disadvantages and methods of green sand moulding. Hope you enjoyed the article. Give your feedback in the comment section below.
Check Out Other Important Topics
Foundry Tools And Equipment – List, Names & Images
Sand Testing Methods – Full Process
Types of Casting Defects – Complete Overview
Moulding Sand – Properties, Types, Process, MCQs
Plant Layout – Types, Objectives, Principles, Advantages
Types of Punches – Uses, Working, Applications, Pictures
Types of Dies – Classification, Uses, Pictures
Types of Rivets – Working & Their Uses [with Images]
Types of Fasteners – Uses & Examples [with Pictures]
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |

any foundary dedails