
Types of Patterns in Casting : Pattern is the principal tool during the casting process. It may be defined as a model of anything, so constructed that it may be used for forming an impression called mould in damp sand or other suitable material. When this mould is filled with molten metal, and the metal is allowed to solidify, it forms a reproduction of the pattern and is known as casting. The process of making a pattern is known as pattern making.
Types of patterns in Casting
The types of pattern selected for a particular casting will depend upon several conditions. Among these, one is the anticipated ease or difficulty of the moulding operation to come. Others are whether a small or large number of castings is wanted, the type of moulding process and other factors which may enter the situation because of characteristics peculiar to the casting. Several of the more commonly used types of pattern are listed and described below :
- Single-piece pattern
- Split pattern
- Match plate pattern
- Cope and drag pattern
- Gated pattern
- Loose-piece pattern
- Sweep pattern
- Skeleton pattern
- Segmental pattern
- Shell pattern
- Built-up pattern
- Boxed-up pattern
- Lagged-up pattern
- Left- and right-hand pattern
1. Single Piece or Solid Pattern

The types of pattern that are made without joints, partings, or any loose pieces in its construction are called a single-piece or solid pattern. A single piece pattern is not at a frame or plate and is, therefore, sometimes known as a loose pattern. These patterns are cheaper. When using such patterns, the moulder has to cut his own runners and feeding gates and risers. This operation takes more time, and they are not recommended except for limited production. Single-piece patterns are usually used for large castings of simple shapes.
2. Split Pattern

Split pattern – Many patterns cannot be made in a single piece because of the difficulties encountered in moulding them. To eliminate this difficulty, and for castings of intricate design or unusual shape, split patterns are employed to form the mould. These patterns are usually made in two parts, as shown in Fig, so that one part will produce the lower half of the mould, and the other, the upper half.
The two parts, which may or may not be of the same size and shape, are held in their proper relative positions by means of dowel-pins fastened in one piece and fitting holes bored in the other. The surface formed at the line of separation of the two parts, usually at the centerline of the pattern, is called the parting surface or parting line. It will also be the parting surface of the mould.
It is sometimes necessary to construct a pattern for a complicating casting that requires three or more parts instead of two to make the completed pattern . This type of pattern is known as multi-piece pattern. A three-part pattern may necessitate the use of a flask having three parts, although it is possible to mould some types of three-part patterns in a two-part flask.
3. Match Plate Pattern

When split patterns are mounted with one half on one side of a plate and the other half directly opposite on the other side of the plate, the pattern is called a match plate pattern. A single pattern or a number of patterns may be mounted on a match plate. The pattern is made of metal, and the plate which makes the parting line may be either wood or metal.
Aluminium is commonly used for metal match plates. Patterns for gates and runners are fastened to the drag side of the plate in their correct positions to from the complete match plate. When the mould all patterns are drawn, and the cope or upper half of the mould matches perfectly with the drag or lower half of the mould. The gates and runners are also completed in one operation.
Figure shows such a plate, upon which are mounted the patterns for two small dumbbells. Match plate patterns are used for producing small castings in large quantities in moulding machines which give accurate and rapid production. They are expensive to construct, but the Initial cost is justified when quantity production is desired.
4. Cope and Drag Pattern
In the production of large castings, the complete moulds are too heavy to be handled by a single operator. Therefore, cope and drag types of patterns are used to ease this problem to efficient operation. The patterns are made in halves, split on a convenient joint line, and separate cope and drag patterns are built and mounted on individual plates boards.
This arrangement permits one operator or group of operators to prepare cope half of the mould while another operator or group worked on the other half. This planned distribution of labour increases production appreciably.
5. Gated Pattern

To produce good casting, it is necessary to ensure that full supply of molten metal flows into every part of the mould. Provision for easy passage of the flowing metal into the mould is called gating which cannot be made by hand operations for volume high production particularly because of the time involved.
In mass production, a number of castings are produced in a single multicavity mould by joining a group of patterns, and the gates or runners for the molten metal are formed by the connecting parts between the individual patterns. The time ordinarily is spent by the moulder in cutting gates and drawing patterns is eliminated by this arrangement. These types of patterns with gate formers attached to the pattern proper are called gated patterns as shown in Fig.
Gated patterns may be made of wood or metal and are used for mass production of small castings.
6. Loose-piece Pattern

Some types of patterns are produced as assemblies of loose component pieces. The loose-piece patterns are needed when the part is such that the pattern cannot be removed as one piece, even though it is split and the line is made on more than one plane.
In this case, the main pattern is usually removed first. Then the separate pieces, which may have to be turned or moved before they can be taken out are removed. Completed patterns of this type usually require more maintenance and are slower to mould. Fig. 11.6 show a loose-piece pattern.
7. Sweep Pattern

Symmetrical moulds and cores, particularly in large sizes, are sometimes shaped by means of sweep patterns. The sweep pattern Sweep consists of a board having a shape corresponding to the shape of the desired casting and arranged to Mould rotate about a central axis as illustrated in the Fig.
The sand is rammed in place and the sweep board is moved around its axis of rotation to give the moulding sand the desired shape. Sweep patterns and are employed for moulding part having circular sections. The curved Sweep might be used to form part of the mould for a large cast-iron kettle and the straight sweep for any shape or groove or ridges. The principal advantages of these types of pattern is that it eliminates expensive pattern construction.
8. Skeleton Pattern
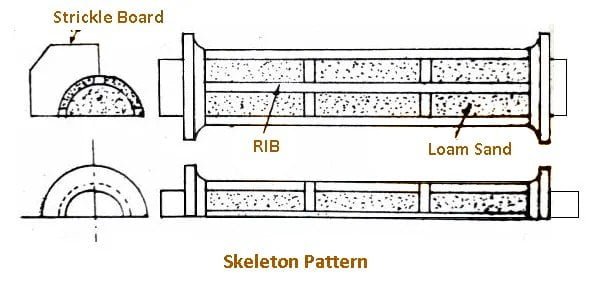
Patterns for very large castings would require a tremendous amount of timber for a full pattern. In such cases a skeleton pattern as in Fig. may be employed to give the general contour and Size of the desired casting. This is a ribbed construction with a large number of square or rectangular openings between the ribs which form a Skeleton outline of the pattern to be made.
The framework is filled and rammed with clays, sand or loam, and a strike- off board known as a Stickle board is used to scrape the excess sand out of the spaces between the ribs so that the surface is even with the outside of the pattern. It is usually built in two parts: one for the cope and the other for the drag.
Soil and water pipes, pipe bends, valves bodies, and boxes are few examples of castings which are made by making a skeleton patterns.
9. Segmental Pattern

Segmental patterns or part patterns are generally applied to circular work such as rings, wheel rims, gears, etc. They are sections of a pattern so arranged as to form a complete mould by being moved to form each section of the mould. When making a mould using this pattern, a vertical spindle is firmly fixed in the center of drag flask (Fig. 11.9).
The bottom of the mould is rammed and swept level. Then the segmental pattern is fastened to the spindle. Moulding sand is rammed between the outside of the pattern and the flask, and in the inside, but not at the ends of the pattern. After ramming one section, it goes forward to the next section for ramming; and so on, until the entire mould perimeter has been completed.
10. Shell Pattern

The shell pattern is used largely for drainage fittings and pipe work. A typical example is shown at Fig. The pattern is usually made of metal, mounted on a plate and parted along the centre line, the two sections being accurately doweled together. These short bends are usually moulded and cast in pairs. The shell pattern is a hollow construction like a shell and the outside shape is used as a pattern to make the mould, while the inside is used as a core-box for making cores.
Sometimes, a pattern of the entire shape of the casting is termed a shell pattern, and a pattern that is of the required shape outside, but having the inside cored out is termed a block pattern.
11. Boxed-up Pattern
In a boxed-up pattern the planks or strips of wood are so joined together either by glue, nails, or screws that a pattern is made like a box. Not only this method economizes wood for large patterns but makes them lighter on weight. The box construction is employed in making many patterns specially for a casting having a regular outline and rectangular form.
12. Built-up Pattern

As the name implies, built-up patterns or parted patterns are the types of patterns that are composed of two or more pieces. Patterns for special pulleys are built-up segments of wooden strips. These segments are made by cutting strips of wood to the curvature required, and the thickness desired is built up by gluing them in layers.
Flanges are also made similarly. The building up is sometimes Pivot or stake necessary because it is difficult to make an intricate shape on a block of wood for constructing a pattern, but it is easier to build up the shape by gluing or joining of number segmental pieces together.
13. Lagged-up Pattern
Cylindrical Works such as cylinders pipes or columns are built up with lag or stave construction which ensures permanence of form. Lags or Staves are longitudinal strips of wood Parting which are beveled on each side to make the Joint tight outside, and glued and nailed or Screwed to the end pieces of wood called “heads”.
The illustration of Fig. shows the staves fastened to heads that are half a regular polygon, the object being to make a cylinder or barrel that is to be parted longitudinally through the center. Such a construction gives the maximum amount of strength and permits building close to the finished outline or pattern so that there is Comparatively little excess stock to be removed to bring it to the required form.
14. Left-hand right-hand Pattern
Many types of patterns are required to be made in pairs, and when their form is such that they cannot be reversed and they have the centers of hubs, bosses, etc., opposite and in line, they must be made right- and left hand. ‘J’ hangers for overhead shaft line, legs for wood-turning lathe, or garden bench or for paddle type sewing machine, and brackets for luggage racks in the railway carriages are few examples where a pair of right- and left-hand patterns are required.
In such instances, on many occasions, pattern makers are supplied with drawings which show either a right- or left-hand casting. From this it is requested to make pattern equipment for both the right-and left-hands. This often presents considerable difficulties especially on the more complicated drawings as to what constitutes the difference the between left-and right hand patterns.
The bracket show at A in figure is an example of left- and right-hand patterns. It will be noticed that the only variations between these two patterns is in their bade position. If, however, the design could have been made with a base equal on each side of the vertical part fig , the necessity for two patterns would have eliminated.
Metal Pattern
These types of patterns are used for large scale production of castings and they are rarely required as loose patterns. As the patterns are cast, there is no need to make joints or segments. However, the method of manufacture is intricate and requires immense skill.
The patternmaker must be practiced in metal cutting, finishing, and fabrication methods in addition to inspection technique. Metal patterns, when used, are normally mounted on one or both sides of a pattern plate. When patterns are small, several patterns can be mounted on the same plate.
Pattern making allowance
Patterns are not made the exact same size as the desired casting for several Reasons. Such types of pattern would produce castings which are undersize. Allowance must therefore be allowed for shrinkage, draft, finish, distortion and rapping.
1. Shrinkage Allowance
As metal solidifies and cools, it shrinks and Contracts in size. To compensate for this, a pattern is made larger than the finished casting by means of a shrinkage or contraction allowance. In laying measurements for the pattern the patternmaker allows for this by using shrink or contraction rule which is slightly longer than the ordinary rule of the same length.
For example, when constructing a pattern for cast lion, the pattern maker uses a shrink rule measuring about 10 mm longer per meter than the conventional rule since cast iron shrinks 10 mm per meter. Different metals have different shrinkages, therefore, there is a shrink rule for each type of metal used in a casting. A master pattern from which metal patterns are cast may have double shrinkage allowance.
2. Draft Allowance
When a pattern is drawn from a mould, there is always some possibility of injuring the edges of the mould. This danger is greatly decreased if the vertical surfaces of a pattern are tapered inward slightly. This slight taper inward on the vertical surfaces of a pattern is known as the draft.
Draft may be expressed in millimeter per meter on a side, or in degrees, and the amount needed in each case depends upon 1) length of the vertical Side (2) intricacy of the pattern, and (3) the method of moulding. Under normal conditions the draft is about 10 to 20 Draft mm per meter on exterior surfaces and 40 to 60 mm per meter on interior surfaces. Fig shows how a draft is provided in a pattern.
3. Machining Allowance
Rough surfaces of castings that have to be machined are made to dimensions somewhat over those indicated on the draft is provided in a pattern. The extra amount of metal provided on the surfaces to be machined is called machine finish allowance and the edges of these surfaces are Indicated by a finish mark V, or F.
The amount that is to be added to the pattern depends upon (1) the kind of metal to be used, (2) the size and shape of casting and (3) method of moulding. The standard finish (machining ) allowance for different cast metals in mm for hand moulding is given in table.
4. Distortion or Camber Allowance
Some castings, because of their size, shape and type of metal, tend to wrap or distort during the cooling period. This is a result of uneven shrinkage and is due to uneven metal thickness or to one surface being more exposed than another, causing it to cool more rapidly. The shape of the pattern is thus bent in the opposite direction to overcome this distortion.
This feature is called distortion or camber allowance. As an example, a casting shaped like the letter U will be distorted with the legs diverging, instead of parallel. To
compensate for this condition, the pattern is made in such a manner that the
legs converge but as the casting cools after its removal from the mould, the legs straighten and remain parallel.
Although no distortion in data published form is available, the distortion allowance ranges from the standard finish allowance up to 20 mm when large castings are considered.
5. Rapping Allowance
When a pattern is rapped in the mould before it is withdrawn, the cavity in the mould is slightly increased. In every cases where castings must be uniform and true to pattern, rapping or shake allowance is provided for by making the pattern slightly smaller than the actual size to compensate for the rapping of the mould.
Patterns Materials
The selection of pattern material depends primarily on the following factors.
- Service requirements, e.g.quantity, quality and intricacy of casting i.e., minimum thickness desired, degree of accuracy and finish required.
- Type of production of casting and the type of moulding process.
- Possibility of design changes.
- Number of castings to be produced, i.e., possibility of repeat orders.
How to be a good of its kind pattern material is should be :
- Easily worked, shaped and joined ;
- Light in weight ;
- Strong, hard and durable, so that it may be resistant to wear and abrasion, to corrosion and chemical action ;
- dimenstionally stable in all situation ;
- Easily available at low cost ;
- Repairable and reused ;
- Able to take good surface finish.
The wide variety of metal materials which meet these characteristics are wood and wood products ; metal and alloys ; plasters ; plastics and rubbers ; and waxes.
Wood :- Wood is the most common material for pattern as it’s satisfy many of the aforesaid requirements. It is easy to work and readily available. Wood can we cut and fabricated to numerous forms by gluing, bending, and curving ; it is easily sanded to a smooth surface, and may be preserved with shellac, which is most commonly used finishing material for wooden pattern.
Metal :- metal is used when a large number of casting are desired from a metal or when conditions to severe for wooden pattern. Metal patterns do not change their shape when subjected to moist conditions. Another advantage of a metal pattern is freedom from wrapping in a storage.
Metal patterns are very useful in machine moulding because of their accuracy, durability and strength. Commonly, a metal pattern is itself cast from a wooden pattern called master pattern. When metal patterns are to be cast from master patterns, double shrinkage must be allowed.
For example, if the metal pattern is it to be made of brass and the casting are to be of cast iron, the shrinkage allowed on the wood master pattern will have to be 14mm per metre for brass, plus 10 mm per metre for cast iron, making a total of 24 mm mm m in for pattern include cast iron steel brass aluminium , and white metal.
Cast iron :- Cast iron is used for some highly specialized types of patterns. It is strong, gives a good smooth mould surface with sharp edges and is resistant to the action of the sand. But cast iron patterns for heavy and are easily broken. Iron patterns rust too much and require a dry storage area.
Brass :- Brass is used in patterns, particularly when metal patterns are small. It is strong, does not rust, takes a better surface finish than cast iron, and is
able to withstand the wear of the moulding sand. But brass patterns are
heavier than cast iron. This is why they are restricted to small size patterns.
Aluminium :- Aluminium is probably the best all round metal because it melts at a
relatively low temperature, is soft and easy to work, light in weight, and
resistant to corrosion. Aluminium, being rather soft, is liable to be damaged
by rough usage.
White metal :- White metal is not much used for patterns but is the best material
that can be used for making intricate and fine shapes. These alloys are used
in most die-casting production and, therefore, are often called die-casting
alloys. They have a low melting point, about 200°C, and have little
appreciable shrinkage. A comparative evaluation of these metals is given as
Table 11.1.
Plastics :- Plastics are now finding their place as a modern pattern
material because they do not absorb moisture, are strong and dimensionally
stable, resistant to wear, have a very smooth and glossy surface, and are
light in weight. Because of its glossy surface it can be withdrawn from the
mould very easily without injuring the mould, and no dry or liquid parting
compound is necessary. Furthermore, the plastic material has a very low
solid shrinkage.
When a plastic pattern is required, a wooden pattern is first made to
serve asa master pattern which forms the mould into which the plastic resin
is poured. These moulds may be made of variety of materials including
wood, rubber, plastics, metal or plaster of paris, the last being the one most
commonly used.
Two types of plastic materials are used in pattern shops, namely thermosetting and thermoplastic. In the thermosetting varieties, epoxy resin has become very popular because of its good production qualities. Of the thermoplastic varieties, which tend to become soft and subsequently gasify on heating, the most common is polystyrene foam. The material is available in different densities in foamed or expanded form. It can be easily
shaped, machined, and fabricated by glueing to form the pattern.
Rubbers :- Certain types of rubbers, such as silicon rubber, are favoured for forming a very intricate type of die for investment casting. This material like epoxy resin, is available in two parts, binder and hardener. When the two parts, originally in liquid form, are mixed together, poured over a master pattern or into a die, and cured, a solid shape, i.e., a pattern, is produced.
Plasters :- Gypsum cement known as plaster of paris is also used for
making patterns and core boxes. It has a high compressive strength, e.g, up
to 300 kg/cm, and it can be readily worked with wood tools. When talc and
cement are mixed with water, it forms a plastic mass capable of being cast
into a mould.
Plaster can also be conveniently used for preparing follow-boards for moulding work. Proprietary varieties of gypsum plasters such as Ultracal, Hydrocal, Hydrostone, and pattern shop Hydrocal, are also available.
Gypsum plaster pattern can be prepared either by directly pouring the slurry of plaster and water in moulds prepared earlier from a master pattern or by sweeping it into desired shape or form by the sweep-and-strickle method.
Waxes :- Wax patterns are excellent for investment casting process. The materials generally used are blends of several types of waxes, and other additives which act as polymerizing agents, stabilizers, etc. The waxes commonly chosen are paraffin wax, shellac wax, bees-wax, ceresin wax, and micro-crystalline wax. The properties desired in a good wax pattern include low ash content (up to 0.05 per cent), resistant to the primary coat material used for investment, high tensile strength and hardness, and substantial weld strength.
The normal practice of forming wax pattern is to inject liquid or semi liquid wax into a split die. solid injection is also used to avoid shrinkage and for better strength.
Check Out Other Important Topics
Plant Layout – Types, Objectives, Principles, Advantages
Types of Punches – Uses, Working, Applications, Pictures
Types of Dies – Classification, Uses, Pictures
Types of Rivets – Working & Their Uses [with Images]
Types of Fasteners – Uses & Examples [with Pictures]
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |



