
In this article we will discuss about what is machine moulding, machine moulding process and different types of moulding machines.
What is Machine Moulding ?
A moulding machine is a device made up of multiple interconnected pieces whose purpose is to transmit and alter various forces and motions in order to assist in the production of a sand mould. And the process of using the machine in order to engage mass production is known as machine moulding.
Machine Moulding Vs Hand Moulding
Moulding processes may be classified as hand moulding or machine moulding according to whether the mould is prepared by hand tools or with the aid of moulding machines. Hand moulding is found to be economical when only a few castings are required. Hand moulding is slow and it requires considerable skill to produce good castings.
On the other hand, the machine moulding is advisable when there is large number of repetitive castings are to be produced since hand moulding is more time consuming, laborious and becomes expensive. The dimensions of machine-cast castings are more accurate, in other words, it is possible to produce castings to close tolerances. As a consequence, the weight of castings is reduced and material saved.
The working time per mould is smaller than that required for hand moulding, this means that, related to the same shop area, the output of castings is increased per unit of time. In fine, machine moulding offers higher production rates and better quality casting in addition to less heavy and lower costs, and no specialized knowledge or skill is required on the part of the operator.
Types of Machine Moulding
A machine moulding performs two important functions-it packs the sand and draws the pattern. Moulding machines are, therefore, classified according to (1) the method of compacting the moulding sand, and (2) the method of removing the pattern. In any case, one or two patterns are fastened to a pattern plate which is installed in the moulding machine. The patterns are made of metal, plastics or any other suitable material.

Classification of Moulding Machines According to the Methods of Compacting the Sand.
1. Squeezer machine
In the squeeze method, moulding sand in the flask is squeezed between the machine table and the overhead squeeze board pneumatically or hydraulically until the mould attain the desired density.

The principle of operation of a top squeezer machine is illustrated in the above figure. The pattern 2 is placed on a mould board which is clamped on the table 1. The flask 3 is then placed on the mould board and the sand frame 4 on the flask. The flask and frame are filled with moulding sand and leveled off. Next the table is raised by the table lift mechanism against the platen 5 on the stationary squeezer head 6. The platen enters the sand frame upto the dotted line and compacts the moulding sand. After the squeeze, the table returns to its initial position.

The principle of a bottom squeezer machine moulding is shown in the above figure. As before, the pattern is placed on the mould board which is clamped to the table. The flask 3 is placed on the frame 7 and is filled with sand. Next the squeeze head is brought against the top of the flask and the table with the pattern is raised upon the dotted line. After squeezing, the table returns to its initial position.
The main limitation of the squeezer method is that, the sand is packed more densely on the top of mould from which the pressure is applied, and the density decreases uniformly with the depth. At the parting plane and around the pattern, the density is found to be the lowest. This variation of density affects the hardness of the mould which thus varies according to the depth. The squeeze method is, therefore, restricted to moulds not more than 150 mm in depth.
2. Jolt Machine
In the jolt machine moulding, the flask is first filled with the moulding sand and then the table supporting the flask is mechanically raised and dropped in succession. Due to the sudden change in inertia at the end of each fall, the sands get packed and rammed. The action of raising and sudden dropping the table is called “jolting”.
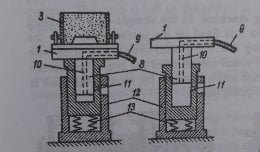
Above figure illustrates the principle of a jolt moulding machine in which the table 1, with the platen and flask 3, filled with moulding sand, is raised to 30 to 80 mm at short intervals by the plunger 8 when compressed air is admitted through the hose 9 and the channel 10.
The air is next released through the opening 11 and the table drops down suddenly and strikes the guiding cylinder 12 at its bottom. This sudden action causes the sand to pack evenly around the pattern. Springs 13 are used to cushion the table blows and thus reduce noise and prevent destruction of the mechanism and the foundation.
The drawback in this method is that sand is rammed hardest at the parting plane and around the pattern and remains less dense in the top. This necessitates hand ramming of the mould at the back after the jolting action is completed. These machines are preferred for horizontal surfaces.
3. Jolt-squeeze machine
Jolt-squeeze machine moulding :- In order to overcome the drawbacks of both the squeeze and jolt principles of ramming the sand, a combination of squeeze and jolt action is often employed. A jolting action is used to consolidate the sand on the face of the pattern and it is followed by a squeezing action to impart the desired density throughout the mass of the sand.
The jolt-squeeze machine is so constructed that both squeeze and jolt actions can be obtained one after the other. A high pressure jolt-squeeze machine is capable of producing moulds of maximum hardness, rammed uniformly throughout the flask.
4. Sand Slinger

Sand slinger :- In the slinging operation, the consolidation and ramming are obtained by the impact of sand which falls at a very high velocity.
The principle of a sand slinger is illustrated in the above figure. The overhead impeller head consists of the housing 1 in which the blade 2 rotates at a very high speed. The sand is delivered to the impeller through the opening 3 by means of conveyor buckets. The impeller head by the rotation of the blade throws the sand through the outlet 4 down into the flask over the pattern at a rate ranging from 500 to 2,000 kg per min. The density of the sand can be controlled by the speed of the blade.
Mould produced by this method have adequate strength, since hardness is a function of sand velocity, which is controllable in a sand slinger. These machines are most often used for ramming medium-size to large moulds.
Classification of Moulding Machines According to the Method of Removing the Pattern from the Mould
1. Straight-Draw Moulding Machine

In the straight-draw moulding machine (Fig. 11.73), the pattern 1 is fixed on the pattern plate 3 on the table-5, and the flask or moulding box 2 is placed over it and filled with sand. It is then roughly rammed round the edges of the box. The squeeze head is next swung over in position and it squeezes the mould. The flask is then lifted from the pattern by stripping pins 6.
2. Stripping-plate Moulding Machine

Stripping-plate machine moulding:- The principle of a stripping plate moulding machine is illustrated in above figure. The stripping plate 4 is arranged between the flask 2 and pattern plate 3. The stripping plate has a recess whose contours equal those of the pattern 1. When the mould is ready the pattern is withdrawn from the mould downwards through the stripping plate, which supports the mould when the pattern is removed.
3. Turn-over Moulding Machine

Turn-over moulding machine : This is used for large size, high moulds, having parts which might easily break away. In Fig. 11.75, the flask 2 rests on the pattern plate 3 during the moulding operation. Then the flask together with the work table 5 is rotate 180° and pins 6 lift the table 5 together with the pattern 1 out of the mould.
Advantages of Machine Moulding
Moulding machines have the following advantages:
(a) They are ideally suited for mass production tasks.
(b) Demonstrate cost-effectiveness by decreasing worker fatigue and slow manual operation.
(c) Semi-skilled workers might be used, however hand moulding requires expert artisans.
(d) The production rate is high, the mould quality is higher, and as a result, castings with fewer faults are produced.
Moulding Machine Limitations
(1) These cannot be used for jobs that are larger and more complicated.
(2) The machines can’t justify their cost for different sorts of moulds, thus they’re only good for mass manufacturing.
(3) They aren’t flexible enough for more specialised mold-making procedures.
MCQs
- __ machine is used to ram sand in the mould box.
A. Jolt Machine
B. Sand Slinger
C. Core making machine
D. Squeezing machine
Answer: B
Explanation: Sand slinger is a machine which has a rapid rotating cup shaped blade that picks up the sand and throws it downward into the molding sand and throws it downwards with a great force and thus it rams the sand in the mould box.
- In the sand slinger machine, the density of sand is a result of its _
A. Inertia
B. Acceleration
C. Velocity
D. Mass
Answer: A
Explanation: While the sand is rammed in the molding boxes using a sand slinger, sand is filled and rammed at the same time. The density of sand is the result of sand’s inertia which is uniform throughout the mould.
- _ machines are used for shallow patterns.
A. Core making machine
B. Sand Slinger machine
C. Squeeze machine
D. Jolt machine
Answer: C
Explanation: A squeezer, squeeze head plate or presser board slides inside the flask to compress the sand above and around the pattern. The presser plate exerts a substantial amount of pressure. The pressure can be easily distributed for the shallow patterns in a squeeze machine.
- Which of the following mediums is not used for the power operated molding machines?
A. Electromagnets
B. Hydraulic power
C. Compressed air
D. Sand Inertia
Answer: D
Explanation: The power operated molding machines are extension versions designed to overcome all the drawbacks of molding occurred by the traditional machines. The sand inertia is used for molding and is not a medium of machine whereas, the use of compressed air, hydraulic power or high impellor is used to obtain performance from power operated machines.
- In a squeeze molding machine, the sand is rammed of the mould edge as well.
A. True
B. False
Answer: A
Explanation: The squeeze molding machine rams the sand harder at the back of the mold and softer on the pattern face. Sand has the greatest density at the surface where a pressure is applied to sand. In modern machines, the harder ramming on the mould edge is also ensured.
- Machine moulding is used for
A. small castings
B. large castings
C. complex shapes
D. none of the above
Answer : A
- In permanent mould casting, the molten metal is poured
A. under external pressure
B. under gravity
C. partially under gravity and partially under external pressure
D. none of the above
Answer : B
- __ establishes the most suitable gating system, riser etc are mounted on the match plate pattern itself.
A. Machine molding
B. Hand molding
C. Sand molding
D. Core molding
Answer: A
Explanation: Molding machines have patterns fixed on them which have inbuilt gating system and runner, gate etc that are mounted on the match plate itself. They perform their action rapidly and more accurately than the other types of molding.
Conclusion
Machine Moulding is important when the task to be performed is large or repetitive. This will save time, effort and money. We discussed the different types of moulding machines like sqeezer machine, Jolt machine, turn-over moulding machine etc along with their uses and benefits. Hope you enjoyed this article. Give your feedback in the comments below.
Check Out Other Important Topics
Foundry Tools And Equipment – List, Names & Images
Sand Testing Methods – Full Process
Types of Casting Defects – Complete Overview
Moulding Sand – Properties, Types, Process, MCQs
Plant Layout – Types, Objectives, Principles, Advantages
Types of Punches – Uses, Working, Applications, Pictures
Types of Dies – Classification, Uses, Pictures
Types of Rivets – Working & Their Uses [with Images]
Types of Fasteners – Uses & Examples [with Pictures]
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |


