
Gating System – Definition, Function, Types, Diagram: Gating System is an important concept in casting process. Through this article we will learn What is gating system, types of gating system and at the end there are some MCQs related to the topic like what happens if If the gating system is part of the pattern. Let’s start with the Definition.
What is Gating System in Casting
The term gate is defined as one of the channels which actually leads in the mould cavity, and the term gating or gating system refers to all channel by means of which molten metal is delivered to the mould cavity.
Functions of a Gating System
The functions of a gating system are :
- To provide continuous, uniform feed of molten metal, with little turbulence as possible to the mould cavity. Excessive turbulence results in the aspiration of air .
- To supply the casting with liquid metal at best location, achieve proper directional solidification and optimum feeding shrinkage cavities.
- To fill the mould cavity with molten metal in the short possible time to avoid temperature gradient.
- To provide with a minimum of excess metal in the gates and risers. Inadequate rate of metal entry, on the other hand, will result many defects in the casting.
- To prevent erosion of the mould walls.
- To prevent slag, sand and other foreign particles from entering the mould.
Gating System
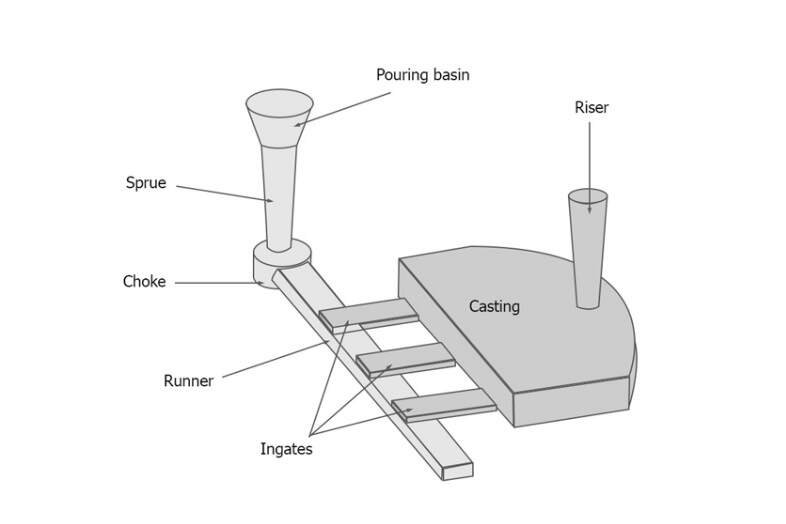
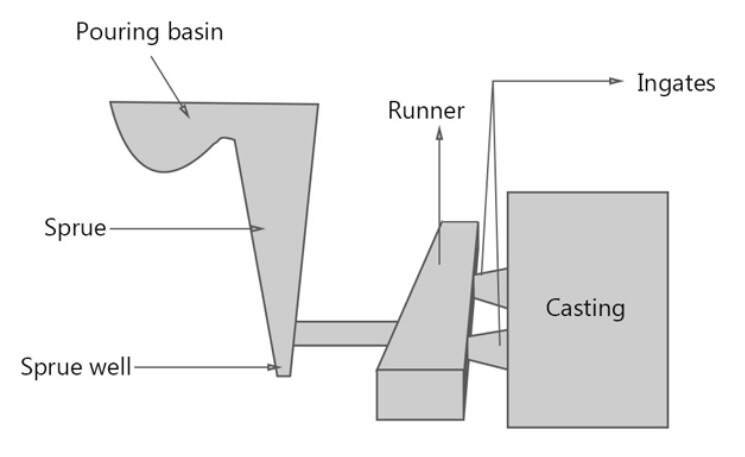
A gating system is usually made up of (1) Pouring Basin (2) Sprue (3) Runner and (4) Flow–off Gate. They are shown in Fig.
1. Pouring basin – Elements of Gating System

Pouring basin : – This part of the gating system is made on the top of the mould. Sometimes, a funnel-shaped opening which serves as pouring basin, is made at the top of the sprue in the cope. The main purpose of the pouring basin is to direct the flow of metal from ladle to the sprue, to help maintaining the required rate of liquid metal flow, and to reduce turbulence and vortexing at the sprue entrance.
The basin should be made substantially large and should be placed near to the edge of the moulding box to fill the mould quickly. Also, it must be deep enough to reduce vortex formation and kept full during the entire pouring operation to compensate metal shrinkage or contraction.
2. Sprue – Elements of Gating System

Sprue : The vertical passage that passes through the cope and connects the pouring basin with the runner or gate is called the sprue.
The cross-section of a sprue may be square, rectangular, or circular. The sprues are generally tapered downward to avoid aspiration of air and a metal damage. Sprues up to 20 mm diameter are round in section whereas larger sprues are often rectangular. A round sprue has a minimum surface exposed to cooling and offers the lowest resistance to the flow of metal. In a rectangular sprue, aspiration and turbulence are minimized.
3. Runner – Elements of Gating System
Runner : In large castings, molten metal is usually carried from the sprue base to several gates around the cavity through a passageway called the runner. The runner is generally preferred in the drag, but it may sometimes be located in the cope, depending on the shape of the casting. It should be streamlined to avoid aspiration and turbulence.
4. Gate – Elements of Gating System
Gate : A gate is a passage through which molten metal flows from the runner to the mould cavity. The location and size of the gates are so arranged that they can feed liquid metal to the casting at a rate consistent with the rate of solidification. A gate should not have sharp edges as they may break during passage of the molten metal and consequently sand particles may pass with the liquid metal into the mould cavity. However, the gates should be located where they can be easily removed without damaging the casting.
Types of Gates
According to their position in the mould cavity, gating may be broadly classified as (1) top gating, (2) parting-line gating, and (3) bottom gating. Different types of gating systems in casting process are :
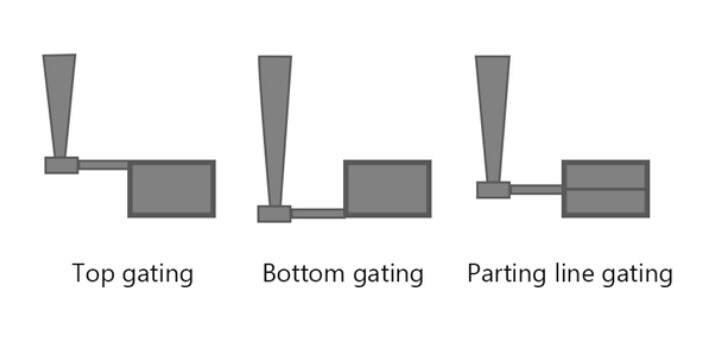
Top gates
In top gating system, the molten metal from the pouring basin flows down directly into it. A strainer, made of dry sand or ceramic material, is mostly used at the pouring basin to control the metal flow and to allow only clean metal to enter.
In the case of light castings, wedge-shaped gates called wedge gates may be provided. For massive iron castings, pencil gates are used. In this type of gating, the sprue is made up of a series of slits fed from a pouring cup. It does control the rate of metal flow since the weight of molten metal is divided equally into its various slits or branches thus reducing the effective weight of head to a great extent. Moreover, slag (or dross) gets removed from the liquid metal in the pouring cup over the gate.
In the finger gate, a modification of the wedge gate, the metal is again allowed to reach in a number of streams. The ring gate uses a core to break the fall of the molten metal and sends the molten metal in the mould in proper position, and at the same time retains the slag.
The advantage of top gating is that all metal enters the casting at the top, and the hottest metal therefore comes to rest at the top of the casting. As a result, proper temperature gradients favorable for directional solidification towards the risers located on the top of the casting are attained. The gates themselves may be made to serve as the risers. The disadvantage of top gating system is the erosion of the mould by the falling metal . The mould cavity should, therefore, be hard and strong enough to resist the impact.
Parting gates
In parting line gates, the liquid metal enters the mould cavity from the side of the mould at the same level as the mould joint or parting line. The arrangement of providing a gate at the parting line in a direction horizontal to the casting allows the use of devices that can effectively trap any slag, dirt, or sand, which passes with the metal down the sprue.
Skimming gate
In a skimming gate, any foreign matter which is lighter than the parent metal rises up through the vertical passage of the skimming gate and is thus trapped. Parting line gate with skim bob and choke is used to trap the slag and foreign matter in the mould and to serve as a restriction to control the rate of flow of the metal.
Another effective method to trap the slag is to use a skimming gate with a whirlpool runner, usually called whirlpool gate. The slag, due to whirlpool action, comes to the center from where it rises up in the whirlpool gate. Gate with shrink bob serves the dual function of slag-or dross-collector and as a metal reservoir to feed the casting as it shrinks.
Parting line gates in the gating systems are very simple to construct, and very fast to make. They produce very satisfactory result when the drag is not very deep, and prove to be very advantageous when they can be fed directly into the riser. In this system, the hottest metal reaches the riser, thereby promoting directional solidification. Moreover, cleaning costs of castings are reduced by gating into risers, because no additional gate is required to connect the mould cavity with riser. The disadvantage lies in the fact that some turbulence may occur as the liquid metal falls into the mould cavity.
Bottom gates
In bottom gates, the metal from the pouring basin flows down to the bottom of the mould cavity in the drag.
The main advantage of bottom gates used in the gating system is that the turbulence of metal is kept at a minimum while pouring and mould erosion is prevented. Metal is allowed to rise gently in the mould and around the cores. Bottom gates, however, suffer from certain disadvantages: the metal continues to lose its heat as it rises in the mould cavity. Directional solidification is thus difficult to achieve. Besides, the riser cannot be placed near the gate entrance where the metal is hottest.
Horn gate
The horn gate resembles the horn of a cow. It enables the mould to be made in cope and drag only; there is no need of a “check”. The horn gate tends to produce a fountain effect in the mould cavity. In another type, dry sand core forms the bottom gate. The sprue is curved at the bottom end to form a dirt-trap for slag, dirt, etc. This type of gate enables the mould to be made in two boxes.
Gating ratio
The rate of flow of metal through the mould cavity is a function of the cross-sectional area of the sprue, runners, and gates. The dimensional characteristics of a gating system can be expressed in terms of gating ratio. The term “gating ratio” is used to describe the relative cross-sectional areas of the components of a gating system taking the sprue base area as unity, followed by the total runner area and finally the total ingate area.
A gating system having a sprue of 1 cm², a runner of 3 cm², and three gates, each having 1 cm2 cross-sectional area, will have a gating ratio of 1:3 :3. The gating ratio reveals whether the total cross-section decreases or increases towards the mould cavity.
Types of Gating System
Accordingly, there are two types of gating systems in casting process : pressurised and non-pressurised, or free flowing like a sewer system.
Pressurised Gating System
The pressurised gating system has less total cross-sectional are at the ingates to the mould cavity than at the sprue base. Thus a pressurised system would have ratio of 1: 0.75 : 0.5, 1: 2: 1 and 2:1:1. This provides a choke effect which pressurises the liquid metal in the system. As this system is small in volume for a given metal flow rate, it results in a smaller loss of metal and greater yield.

On the other hand, as this system keeps itself full of metal and provides a choke effect , high metal velocities may tend to cause severe turbulence at the junctions and corners and in the mould cavity. This is, however, generally suitable for ferrous metals and brass.
Unpressurised Gating System
In the unpressurised gating system, the cross-sectional area of the sprue is less than the total area of the runner and than that of the ingates. The ratio used are 1 : 2 : 2. 1:3 :3, etc. This system of gating therefore produces lower metal velocities and permits greater flow rates. As a result, it reduces turbulence in the gating system and spurting in the mould cavity. This system is generally adapted for metals such as aluminium and magnesium.
MCQs
1. When the gases are trapped in the box, they are not allowed to escape.
a) True
b) False
Answer: b
Explanation: When the molten metal poured into the box, it starts to solidify. It results in the emission of certain kinds of gases which may cause a defect in the casting. Thus is gating and the risering system is provided with vent holes to let out these gases.
2. Which of the following is not a component of the gating system?
a) Pouring cups
b) Sprue
c) Pattern
d) Runners
Answer: c
Explanation: The term gating system refers to all the passageways through which the molten metal passes to enter the mould cavity. Pouring cups, sprue and runners make such passage ways. The pattern is the replica of the component to be obtained is not a part of it.
3. If the gating system is part of the pattern, it avoids cutting a runner and gates.
a) True
b) False
Answer: a
Explanation: If the gating system is part of the pattern, its cost reduces considerably and the sand can be rammed harder. It helps to prevent erosion and washing away from the sand as the molten metal flows into the mold.
(FAQ) Frequently Asked Questions
What is gating system and its types?
Gating system refers to all channel by means of which molten metal is delivered to the mould cavity. Accordingly, there are two types of gating systems in casting process : pressurised and non-pressurised, or free flowing like a sewer system.
What are the types of gating?
1. Pressurised gating system : The pressurised gating system has less total cross-sectional are at the ingates to the mould cavity than at the sprue base.
2. Unpressurised gating system :In the unpressurised gating system, the cross-sectional area of the sprue is less than the total area of the runner and than that of the ingates.
What is elements of gating system?
A gating system is usually made up of (1) Pouring Basin (2) Sprue (3) Runner and (4) Flow-off Gate.
What is the gating ratio?
The term “gating ratio” is used to describe the relative cross-sectional areas of the components of a gating system taking the sprue base area as unity, followed by the total runner area and finally the total ingate area.
What is top gate?
In top gating system, the molten metal from the pouring basin flows down directly into it. A strainer, made of dry sand or ceramic material, is mostly used at the pouring basin to control the metal flow and to allow only clean metal to enter.
What are gates in casting?
A gate is a passage through which molten metal flows from the runner to the mould cavity. The location and size of the gates are so arranged that they can feed liquid metal to the casting at a rate consistent with the rate of solidification.
We have tried to cover all important parts of the topic Gating system, types of gating system in casting process and elements of gating system. Hope you enjoyed the article. Please give your feedback in the comment section below.
Check Out Other Important Topics
Foundry Tools And Equipment – List, Names & Images
Sand Testing Methods – Full Process
Types of Casting Defects – Complete Overview
Moulding Sand – Properties, Types, Process, MCQs
Plant Layout – Types, Objectives, Principles, Advantages
Types of Punches – Uses, Working, Applications, Pictures
Types of Dies – Classification, Uses, Pictures
Types of Rivets – Working & Their Uses [with Images]
Types of Fasteners – Uses & Examples [with Pictures]
| IC Engine | Important PDFs | Boilers | Synergy Maritime Exam | Naval Arch | MEO Class 4 |
| Interview Questions | Difference Between | Types of Pumps | Auxiliary Machines | Types of Valves | Home |
References: